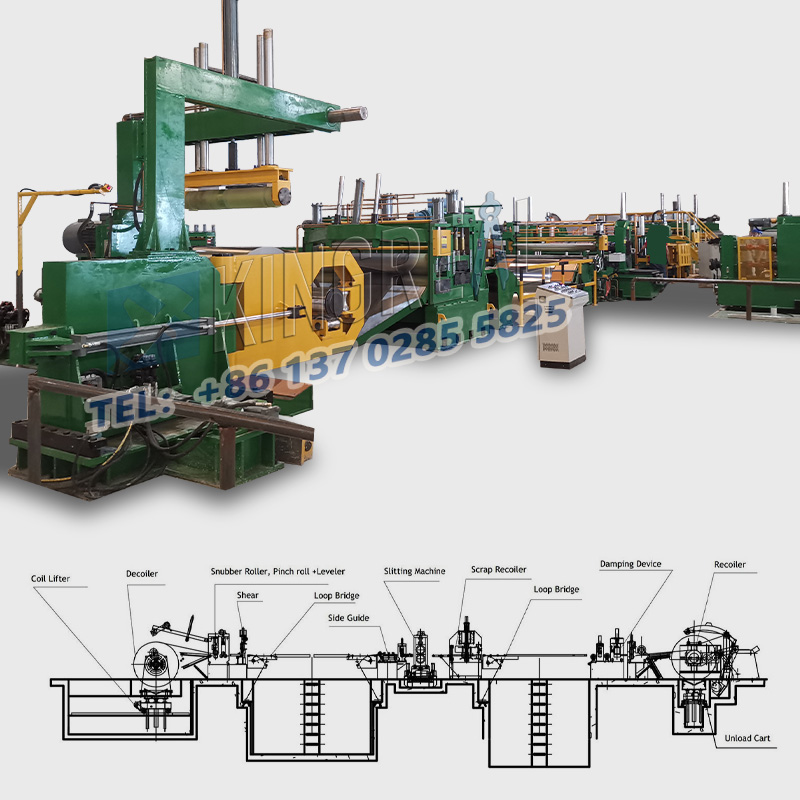
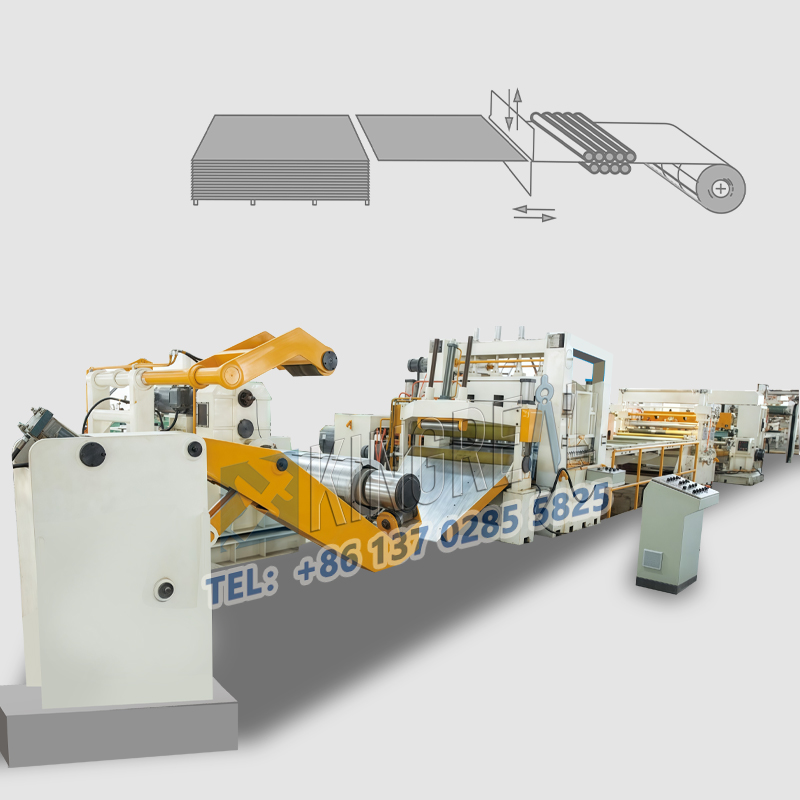
अनुदैर्ध्य कतरनी कुंडल काटने की मशीनमुख्य रूप से सिलिकॉन स्टील शीट, एल्यूमीनियम कॉइल, गैल्वनाइज्ड कॉइल, स्टेनलेस स्टील, सादे कार्बन स्टील और अन्य कॉइल्स और शीट सामग्री की स्ट्रिप्स के उपयोग में स्लिटिंग की लंबाई के साथ कई छोटी स्ट्रिप्स में उपयोग किया जाता है। अनुदैर्ध्य कतरनी धातु काटने की मशीन को कुछ हद तक अनुदैर्ध्य कतरनी, काटने की मशीन, रोलिंग कतरनी, डिस्क कतरनी, काटने की मशीन के रूप में भी जाना जाता है।

कार्य विवरण: स्लिटिंग और स्टील स्लिटिंग मशीन का उपयोग सिलिकॉन स्टील शीट, एल्यूमीनियम कॉइल, गैल्वनाइज्ड कॉइल, स्टेनलेस स्टील, सादे कार्बन स्टील और अन्य कॉइल शीट को लंबाई दिशा के साथ कई छोटी पट्टियों में काटने के लिए किया जाता है। अनुदैर्ध्य कतरनी काटने की मशीन में ऊपरी और निचले चाकू शाफ्ट और स्थिर, सिंक्रनाइज़ उठाने वाली संरचना होती है। पट्टिका डाली जाती है, उम्र बढ़ने का उपचार, बोरिंग मशीन परिशुद्धता मशीनिंग। ऊपरी और निचले कटर शाफ्ट को कई प्रक्रियाओं के माध्यम से बारीक संसाधित किया जाता है, जैसे मोड़ना, उच्च-आवृत्ति उपचार, पीसना, क्रोम-प्लेटिंग और फिर पीसना।
तो स्लाटिंग मशीन के संचालन के दौरान स्लाटिंग के आकार को प्रभावित करने वाले कारक क्या हैं?
1. स्लिटिंग मशीन उपकरण की संचालन प्रक्रिया में, यदि उपकरण के अनुप्रस्थ दोलन की समस्या है, तो इससे खराब आयाम उत्पन्न होंगे, जैसे उपकरण के अनुप्रस्थ दोलन और उपकरण के बाहरी व्यास आकार अलग और ख़राब है. चूँकि उपकरण के अनुप्रस्थ दोलन का मान शून्य नहीं हो सकता। इसका कारण उपकरण की मोटाई, भीतरी व्यास, स्पेसर स्लीव की चौड़ाई आदि की सटीकता त्रुटि और मोटी प्लेटों की कतरन के दौरान पार्श्व तनाव से उत्पन्न विकृति है।
2. स्टील स्लिटिंग मशीन उपकरण के उत्पादन के दौरान, स्टील प्लेट के अनुप्रस्थ वारपेज की समस्या थी, जिसके परिणामस्वरूप चौड़ाई के आयाम खराब थे। यह इस तथ्य के कारण है कि अनुप्रस्थ वारपेज की स्थिति में काटे गए उत्पाद का माप कटर के सेटिंग मूल्य से बड़ा है।
3. स्लाटिंग मशीन उपकरण के उत्पादन संचालन के कारण, स्पेसर सेट और चाकू में एक निश्चित मिलान त्रुटि होती है। जब चाकू का मिलान किया जाता है तो टुकड़ों की संख्या बड़ी होने पर संचयी त्रुटि बड़ी हो जाती है। यह ऊपरी सहनशीलता की ख़राब सेटिंग के कारण है। यह जानना महत्वपूर्ण है कि स्लाटिंग मशीन द्वारा काटे गए उत्पाद की चौड़ाई हमेशा चाकू के उत्पाद पक्ष के आयामों से थोड़ी कम होती है।
इसलिए, इस अंतर की सीमा का पहले से अनुमान लगाना आवश्यक है। चाकू टाइम स्पेसर के उत्पाद पक्ष के आयामों को निर्धारित करते समय इसका उल्लेख किया जाता है। उपयोग की जाने वाली कतरनी विधि को भी ध्यान में रखा जाता है। इसकी तुलना में, यदि स्लिटिंग मशीन उपकरण सीधे पुल प्रकार के कतरनी को अपनाता है, तो स्टील कॉइल का तनाव बढ़ जाता है, अनुप्रस्थ वारपेज गायब हो जाएगा, और आकार में भी अंतर कम हो जाएगा।