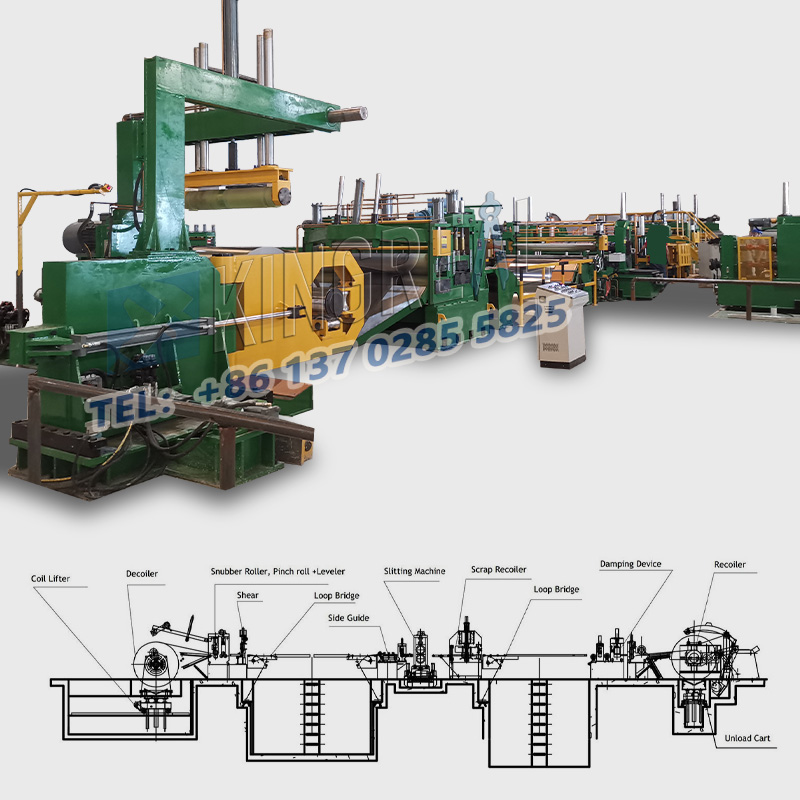
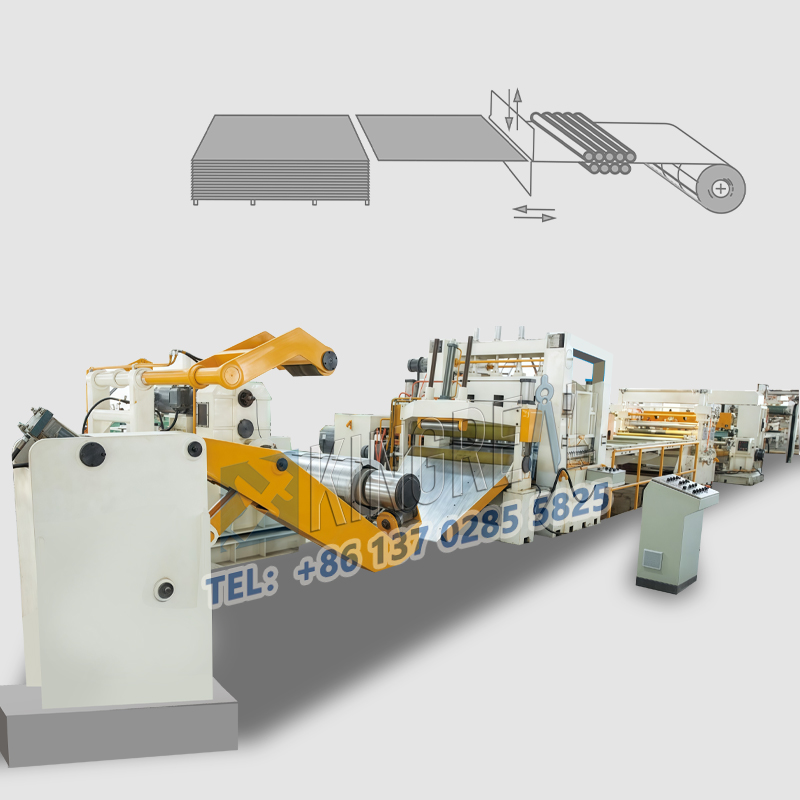
धातु कुंडल प्रसंस्करण के क्षेत्र में,स्टील स्ट्रिप स्लिटिंग मशीनेंस्टेनलेस स्टील, एल्यूमीनियम, कार्बन स्टील और सिलिकॉन स्टील जैसे धातु के कॉइल को अनुदैर्ध्य रूप से काटने के लिए उपयोग किया जाता है। संकीर्ण पट्टियों की आयामी सटीकता, कट की चिकनाई, और गड़गड़ाहट या ऊँट की उपस्थिति या अनुपस्थिति सभी सीधे स्टील स्ट्रिप स्लिटिंग लाइन के ऊपरी और निचले ब्लेड के बीच निकासी द्वारा निर्धारित की जाती है।
दैनिक उत्पादन में, जब भी संसाधित होने वाली कॉइल की मोटाई बदली जाती है, या अलग-अलग कठोरता वाली विभिन्न सामग्रियों का उपयोग किया जाता है, तो ऑपरेटर को स्टील स्ट्रिप स्लिटिंग मशीन के ब्लेड क्लीयरेंस को एक साथ समायोजित करना होगा।
एक उचित ब्लेड क्लीयरेंस स्टील स्ट्रिप स्लिटिंग लाइन को चिकनी, गड़गड़ाहट मुक्त कटौती और समान क्रॉस-सेक्शन परतों के साथ उच्च परिशुद्धता संकीर्ण स्ट्रिप्स को काटने की अनुमति देता है; अनुचित निकासी मूल्यों के परिणामस्वरूप कई उत्पादन दोष होंगे जैसे कि किनारे का कर्लिंग, ब्लेड का छिलना, पट्टी का झुकना और किनारे की गड़गड़ाहट का संचय। यह लेख, किंगरियल स्टील स्लिटर, स्टील स्ट्रिप स्लिटिंग मशीनों के ब्लेड क्लीयरेंस के लिए समायोजन तर्क, व्यावहारिक तरीकों और पैरामीटर सेटिंग विनिर्देशों को पूरी तरह से समझाने के लिए क्लीयरेंस पैरामीटर मानकों के साथ व्यावहारिक अनुभव को जोड़ देगा।

स्टील स्ट्रिप स्लिटिंग मशीनों में ब्लेड क्लीयरेंस और स्ट्रिप प्रिसिजन के बीच संबंध
स्टील स्ट्रिप स्लिटिंग मशीन का ब्लेड क्लीयरेंस उस रेडियल गैप को संदर्भित करता है जब गोलाकार कतरनी ब्लेड के ऊपरी और निचले सेट आपस में जुड़ते हैं। यह मान एक निश्चित स्थिरांक नहीं है बल्कि संसाधित सामग्री की मोटाई और कठोरता के दो मुख्य चर के साथ गतिशील रूप से बदलता है। ये दो कारक सीधे स्लिटिंग गुणवत्ता निर्धारित करते हैंस्टील स्ट्रिप स्लिटिंग लाइन.
1. सामग्री की मोटाई
जब संसाधित कॉइल सामग्री की मोटाई बदलती है, तो स्टील स्ट्रिप स्लिटिंग मशीन के ब्लेड क्लीयरेंस को तदनुसार समायोजित किया जाना चाहिए। यदि स्टील स्ट्रिप स्लिटिंग लाइन मोटी धातु स्ट्रिप्स को संसाधित करती है, तो ब्लेड क्लीयरेंस को उचित रूप से बढ़ाया जाना चाहिए; बहुत छोटा क्लीयरेंस ऊपरी और निचले ब्लेड को शीट सामग्री को जबरन निचोड़ने का कारण बनेगा, जिससे ब्लेड बॉडी पर भार तुरंत बढ़ जाएगा, जिससे आसानी से ब्लेड टूट सकता है और कटर शाफ्ट का विरूपण हो सकता है, जिससे स्टील स्ट्रिप स्लिटिंग मशीन के कटर और स्पिंडल की सेवा जीवन काफी कम हो जाएगा।
इसके विपरीत, जब स्टील स्ट्रिप स्लिटिंग लाइन पतली सामग्री को संसाधित करने के लिए स्विच करती है, तो ब्लेड क्लीयरेंस कम होना चाहिए। यदि निकासी बहुत बड़ी है, तो शीट सामग्री को ब्लेड द्वारा पूरी तरह से नहीं काटा जा सकता है, कतरनी प्रक्रिया के दौरान सामग्री के किनारे फट जाएंगे, और तैयार पट्टी के दोनों किनारों पर बड़ी संख्या में गड़गड़ाहट दिखाई देगी। गंभीर मामलों में, पूरी संकीर्ण पट्टी में ऊँट होगा, जो आयामी सहनशीलता से अधिक होगा और डाउनस्ट्रीम स्टैम्पिंग, झुकने और बनाने की प्रक्रियाओं की आवश्यकताओं को पूरा करने में विफल रहेगा।
0.1 मिमी से कम मोटाई वाली बेहद पतली धातु पट्टियों के लिए, धातु काटने वाली मशीन का सैद्धांतिक ब्लेड गैप शून्य तक पहुंच जाता है, जो सटीक स्लाटिंग प्राप्त करने के लिए ब्लेड के माइक्रो-इंटरलॉकिंग पर निर्भर करता है।
2. सामग्री कठोरता और तन्य शक्ति
विभिन्न धातुएँ तन्य शक्ति और कठोरता में महत्वपूर्ण अंतर प्रदर्शित करती हैं, जिसके परिणामस्वरूप स्टील स्ट्रिप स्लिटिंग मशीनों के लिए उपयुक्त पूरी तरह से अलग-अलग ब्लेड गैप रेंज होती हैं। उच्च कठोरता, उच्च तन्यता-शक्ति सामग्री, जैसे मोटी कार्बन स्टील, स्टेनलेस स्टील और सिलिकॉन स्टील में घनी आणविक संरचनाएं और अधिक कतरनी प्रतिरोध होता है, जिसके लिए स्टील स्ट्रिप स्लिटिंग लाइनों में बड़े ब्लेड अंतराल की आवश्यकता होती है। नरम, कम ताकत वाली सामग्री, जैसे कि शुद्ध एल्यूमीनियम और पतली एल्यूमीनियम शीट, में उच्च प्लास्टिसिटी और कम कतरनी प्रतिरोध होता है, जो स्टील स्ट्रिप स्लिटिंग मशीनों में उचित रूप से छोटे ब्लेड अंतराल की अनुमति देता है।
धातु को काटने का भौतिक सिद्धांत शुद्ध कटिंग नहीं है, बल्कि ब्लेड के दबाव में शीट सामग्री का आंशिक कतरनी और तन्यता टूटना है। उच्च कठोरता वाली सामग्रियों में प्लास्टिक फ्रैक्चर का अनुपात अधिक होता है, जिससे एक चिकनी क्रॉस-सेक्शन प्राप्त करने के लिए बड़े अंतराल की आवश्यकता होती है। नरम एल्यूमीनियम बड़े प्लास्टिक विरूपण को प्रदर्शित करता है; अत्यधिक अंतराल सामग्री के बाहर निकलने, पपड़ीदार होने और कर्लिंग दोष का कारण बन सकता है।
स्टील स्ट्रिप स्लिटिंग लाइन के ब्लेड गैप के लिए मानक समायोजन विधि
वर्तमान में, अधिकांश मुख्यधारास्टील स्ट्रिप स्लिटिंग मशीनेंब्लेड गैप का सटीक नियंत्रण प्राप्त करने के लिए बाजार सटीक शिम पर भरोसा करता है। विभिन्न मोटाई के शिम और बुशिंग को जोड़ने या हटाने से, ऊपरी और निचले कटर शाफ्ट ब्लेड के बीच रेडियल अंतर को सटीक रूप से नियंत्रित किया जाता है। संपूर्ण समायोजन प्रक्रिया में चार मुख्य ऑपरेशन शामिल हैं:
(1) शिम को बेसिक गैप से मिलाना
औपचारिक स्लाटिंग से पहले, पहले रोल की सामग्री और मोटाई की पुष्टि करें, गैप पैरामीटर तालिका के अनुसार मूल गैप मान का चयन करें, और फिर स्टील स्ट्रिप स्लाटिंग लाइन के कटर शाफ्ट और ब्लेड के दोनों किनारों पर इकट्ठा करने के लिए संबंधित मोटाई के सटीक शिम का चयन करें। सटीक रूप से मिलान की गई शिम मोटाई यह सुनिश्चित करती है कि स्टील स्ट्रिप स्लिटिंग मशीन के ब्लेड समान रूप से लगे हुए हैं, जिससे कतरनी प्रक्रिया के दौरान एक तरफा एक्सट्रूज़न, छिलने और किनारे के कर्लिंग को रोका जा सके। यह ब्लेड घिसाव को काफी हद तक कम कर देता है और कटर के पूरे सेट की सेवा जीवन को बढ़ा देता है।
(2) ब्लेड सांद्रण को पीसना और ठीक करना
यदि स्टील स्ट्रिप स्लिटिंग लाइन का उपयोग लंबे समय तक उच्च तीव्रता के तहत किया जाता है और ब्लेड को एक तरफ से टकराया जाता है, तो ब्लेड की सांद्रता असंतुलित हो जाएगी। भले ही शिम विनिर्देश सही हों, ऑपरेशन के दौरान ब्लेड गैप में उतार-चढ़ाव होगा। इस प्रकार की खराबी को शिम का उपयोग करके समायोजित नहीं किया जा सकता है। ब्लेड के पूरे सेट को स्टील स्ट्रिप स्लिटिंग मशीन के कटर शाफ्ट से अलग करना होगा, फिर से पीसने और बाहरी पीसने के लिए एक पेशेवर ग्राइंडर के पास भेजना होगा, ब्लेड की सघनता को सही करना होगा, और फिर शिम गैप को फिर से समायोजित करने से पहले स्टील स्ट्रिप स्लिटिंग लाइन पर फिर से स्थापित करना होगा।
(3) असंतुलित स्लिटिंग कटर शाफ्ट को ठीक करना
स्टील स्ट्रिप स्लिटिंग मशीन के ऊपरी और निचले कटर शाफ्ट लंबे समय तक कतरनी प्रभावों के अधीन होते हैं, जिसके परिणामस्वरूप थोड़ा झुकना और असमान सतह घिसना होता है। शाफ्ट रोटेशन के दौरान, ब्लेड गैप समय-समय पर बदलता रहता है, जिसके परिणामस्वरूप तैयार पट्टी के एक तरफ गड़गड़ाहट होती है और दूसरी तरफ एक चिकनी कटौती होती है। इसे संबोधित करने के लिए, मशीन को बंद कर दिया जाना चाहिए, स्टील स्ट्रिप स्लिटिंग लाइन के कटर शाफ्ट असेंबली को अलग किया जाना चाहिए, शाफ्ट बॉडी पर घिसे हुए क्षेत्रों को जमीन पर ठीक किया जाना चाहिए, और रोटेशन के कारण होने वाले अंतराल के उतार-चढ़ाव को खत्म करने के लिए कटर शाफ्ट के गतिशील संतुलन को कैलिब्रेट किया जाना चाहिए।
(4) बुशिंग्स के साथ शियरिंग गैप को स्थिर करना
स्टील स्ट्रिप स्लाटिंग मशीन में अंतर को समायोजित करने के लिए शिम और सेपरेटर बुशिंग मुख्य सहायक घटक हैं। काटने वाले ब्लेड के प्रत्येक समूह के दोनों किनारों पर स्थापित, वे ब्लेड को सटीक रूप से अलग कर सकते हैं, एकल-समूह काटने के अंतर को नियंत्रित कर सकते हैं, और ऊपरी और निचले ब्लेड की क्षैतिज समानता को बनाए रख सकते हैं। उच्च शक्ति वाले स्टील गैसकेट और बुशिंग उच्च कठोरता प्रदान करते हैं, असेंबली के बाद ब्लेड को खरोंचने और टकराने से रोकते हैं। वे संपूर्ण स्टील स्ट्रिप स्लिटिंग लाइन के कटर शाफ्ट पर कई कटिंग ब्लेडों के बीच एक समान दूरी सुनिश्चित करते हैं, जिससे कई स्ट्रिप्स में लगातार काटने की सटीकता बनी रहती है।
स्टील स्ट्रिप स्लिटिंग लाइन्स के ब्लेड गैप पैरामीटर्स के लिए मानक सेटिंग विशिष्टताएँ
के ब्लेड गैप को सेट करने के लिए मुख्य संदर्भस्टील स्ट्रिप स्लिटिंग मशीनेंप्रसंस्कृत सामग्री की मोटाई, कठोरता और तन्य शक्ति है। नीचे दी गई तालिका स्टील स्ट्रिप स्लिटिंग लाइनों के साथ संगत विभिन्न सामान्यतः उपयोग की जाने वाली धातुओं के लिए मानक अंतर दिखाती है:
|
मोटाई |
स्टेनलेस स्टील |
अल्युमीनियम |
इस्पात |
कार्बन स्टील |
सिलिकॉन स्टीl |
| <0.1मिमी |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4 मिमी |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0 मिमी |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1.0मिमी |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
स्टील स्ट्रिप स्लिटिंग मशीन पर ब्लेड गैप को समायोजित करना तैयार कॉइल स्लिटिंग उत्पाद की गुणवत्ता को नियंत्रित करने की एक मुख्य प्रक्रिया है। गैप वैल्यू का सटीक मिलान सीधे स्टील स्ट्रिप स्लाटिंग लाइन की उत्पादन क्षमता, उपकरण पहनने और तैयार उत्पाद योग्यता दर को प्रभावित करता है। स्टील स्ट्रिप स्लिटिंग मशीन के दैनिक संचालन के दौरान, ऑपरेटरों को सामग्री और मोटाई के अनुरूप अंतराल मापदंडों को याद रखना चाहिए, समायोजन के लिए सटीक शिम का उपयोग करना चाहिए, और गड़गड़ाहट, छिलने और आयामी विचलन जैसी उत्पादन विफलताओं को कम करने के लिए ब्लेड और कटर शाफ्ट का नियमित रूप से निरीक्षण करना चाहिए।
अधिक जानकारी के लिएस्टील स्ट्रिप स्लिटिंग लाइनकमीशनिंग, टूल चयन, कॉइल प्रोसेसिंग टिप्स, या स्टेनलेस स्टील, कार्बन स्टील और एल्यूमीनियम के लिए उपयुक्त पूरी तरह से स्वचालित स्टील स्ट्रिप स्लिटिंग मशीनों को अनुकूलित करने के लिए, कृपया सीधे किंगरियल स्टील स्लिटर से संपर्क करें!