The लंबाई लाइन में स्वचालित कटौतीधातु प्रसंस्करण उद्योग के भीतर उत्पादन संचालन और दैनिक वर्कफ़्लो के लिए एक मुख्य स्तंभ के रूप में कार्य करता है। चाहे रफ शीट मेटल प्रोसेसिंग हो या सटीक कटिंग, स्वचालित कट टू लेंथ मशीन का स्थिर संचालन सीधे उत्पादन दक्षता, उत्पाद की गुणवत्ता और विनिर्माण लागत निर्धारित करता है। स्वचालित कट टू लेंथ लाइन का सेवा जीवन न केवल स्वचालित कट टू लेंथ मशीन की अंतर्निहित विनिर्माण गुणवत्ता द्वारा प्रदान किए गए मौलिक आश्वासन पर निर्भर करता है, बल्कि दैनिक परिचालन प्रथाओं और नियमित रखरखाव से भी जुड़ा हुआ है। स्वचालित कट टू लेंथ लाइन का उचित उपयोग प्रभावी ढंग से खराबी की आवृत्ति को कम कर सकता है और इसके परिचालन जीवनकाल को बढ़ा सकता है; इसके अलावा, यह उपकरण की मरम्मत की लागत को कम करने और डाउनटाइम के दौरान होने वाले नुकसान को कम करने के साथ-साथ काटने की सटीकता और उत्पादन दक्षता को बढ़ाता है। कई उदाहरणों में, बार-बार स्वचालित कट टू लेंथ मशीन की विफलता और महत्वपूर्ण रूप से कम सेवा जीवन का कारण स्वचालित कट टू लेंथ लाइन की विनिर्माण गुणवत्ता में दोष नहीं है, बल्कि यह ऑपरेटरों की ओर से अनुचित परिचालन तकनीकों और अपर्याप्त रखरखाव प्रथाओं से उत्पन्न होता है।
आज, किंगरियल स्टील स्लिटर स्वचालित कट टू लेंथ मशीनों के उचित संचालन और वैज्ञानिक रखरखाव के लिए व्यावहारिक तरीकों के लिए एक विस्तृत मार्गदर्शिका प्रस्तुत करता है। हमें उम्मीद है कि यह लेख आपकी स्वचालित कट टू लेंथ लाइनों को अधिक प्रभावी ढंग से प्रबंधित करने और उनके परिचालन जीवनकाल को अधिकतम करने में आपकी सहायता करेगा।
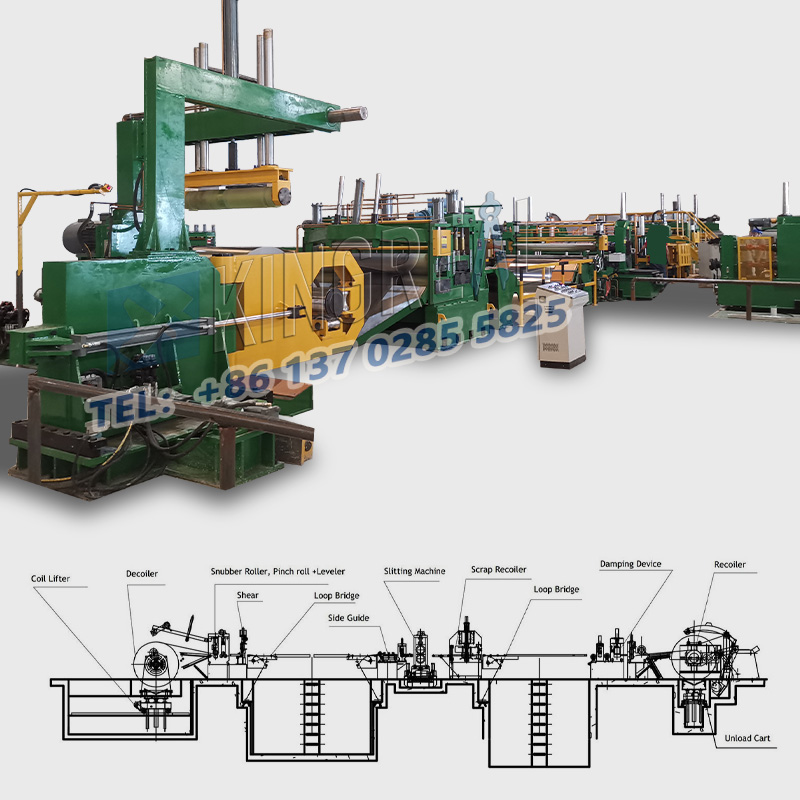
1)एनलंबाई में स्वचालित कटौती मशीनइसका मुख्य घटक कट-टू-लेंथ मशीन है; परिचालन ओवरलोडिंग से बचने के लिए इसकी सामग्री संरचना और प्रदर्शन विशेषताओं को काटे जाने वाली विशेष सामग्रियों से सटीक रूप से मेल खाना चाहिए। स्टील, स्टेनलेस स्टील, तांबा, एल्युमीनियम और पीपीजीआई सभी कठोरता और मजबूती में महत्वपूर्ण अंतर दिखाते हैं; इस प्रकार, कतरनी ब्लेड की सामग्री संरचना और स्वचालित कट टू लेंथ लाइन की संरचनात्मक कठोरता को उपयुक्त रूप से भिन्न होना होगा। उदाहरण के लिए, उच्च शक्ति वाली स्टील शीटों को काटने के लिए सामान्य स्वचालित कट टू लेंथ लाइन का उपयोग करने से ब्लेड में तेजी से घिसाव हो सकता है और मशीन बॉडी की संरचनात्मक विकृति हो सकती है, जिससे स्वचालित कट टू लेंथ मशीन की कुल सेवा जीवन में काफी कमी आ सकती है।
2) स्वचालित कट टू लेंथ लाइन की स्थापना के दौरान, एक स्तर और ठोस नींव का चयन करना अनिवार्य है। यह सुनिश्चित करता है कि संपूर्ण स्वचालित कट टू लेंथ मशीन पूरी तरह से समतल और संरचनात्मक रूप से स्थिर रहती है, जिससे असमान फर्श के कारण होने वाले परिचालन कंपन को रोका जा सकता है। समवर्ती रूप से, ब्लेड क्लीयरेंस को सटीकता के साथ समायोजित किया जाना चाहिए; विशिष्ट स्वचालित कट टू लेंथ लाइन मॉडल और काटी जाने वाली शीट सामग्री की मोटाई के आधार पर, इस निकासी को उचित, उचित सीमा के भीतर बनाए रखा जाना चाहिए। ऐसा करने में विफलता - विशेष रूप से, अंतर को बहुत अधिक चौड़ा करने से - ब्लेड में काटने की गड़गड़ाहट और असमान तनाव वितरण में वृद्धि हो सकती है; इसके विपरीत, अंतर को बहुत कम करने से ब्लेड घिस सकता है। इसके अलावा, स्थापना के दौरान, उनकी संरचनात्मक अखंडता और सुरक्षा को सत्यापित करने के लिए स्वचालित कट टू लेंथ मशीन के ट्रांसमिशन घटकों और कनेक्शन बिंदुओं का गहन निरीक्षण आवश्यक है। इसके अलावा यह सुनिश्चित करने के लिए जाँच की गई कि वे निर्धारित मानकों को पूरा करते हैं, सभी विद्युत तारों के जोड़ हैं। ये चरण सुनिश्चित करते हैं कि, स्टार्ट-अप पर, स्वचालित कट टू लेंथ लाइन सुचारू रूप से चलती है - अत्यधिक कंपन या अनावश्यक शोर से मुक्त - इसलिए पहले इंस्टॉलेशन चरण के दौरान संभावित भविष्य की विफलता के जोखिम को तुरंत कम कर देती है।
1) ऑपरेटरों को संसाधित होने वाली शीट धातु की मोटाई और सामग्री के आधार पर प्रमुख मापदंडों - जैसे ब्लेड क्लीयरेंस, काटने का दबाव और काटने की गति को सटीक रूप से समायोजित करना चाहिए। इसे रोकने के लिए यह जरूरी हैलंबाई लाइन में स्वचालित कटौतीअनुचित पैरामीटर सेटिंग्स के कारण होने वाली टूट-फूट। उदाहरण के लिए, मोटी प्लेटों को काटने के लिए काटने के दबाव में उचित वृद्धि और प्रासंगिक सीमा के भीतर ब्लेड क्लीयरेंस संशोधन के साथ-साथ काटने की गति में कमी की आवश्यकता होती है। इसके विपरीत, पतली प्लेटों को काटते समय, काटने का दबाव कम किया जाना चाहिए और काटने की गति बढ़ा दी जानी चाहिए ताकि बहुत अधिक दबाव से ब्लेड को नुकसान न पहुंचे या प्लेट विकृत न हो जाए। मनमाना पैरामीटर सेटिंग और स्वचालित कट टू लेंथ मशीन को उसकी भार क्षमता से अधिक संचालित करना सख्त वर्जित है; ऐसा करने से ब्लेड घिसाव में तेजी आएगी, हाइड्रोलिक सिस्टम और ट्रांसमिशन घटकों को नुकसान होगा, और स्वचालित कट टू लेंथ लाइन की सेवा जीवन काफी कम हो जाएगी।
2) स्वचालित कट टू लेंथ लाइन चलाने की अनुमति देने से पहले, ऑपरेटरों को पेशेवर प्रशिक्षण प्राप्त करना होगा और इसके प्रदर्शन गुणों, सुरक्षा नियमों और संचालन प्रक्रियाओं के साथ अच्छी तरह से परिचित होना होगा। परिचालन संबंधी गलतियों से बचने के लिए संचालन के दौरान सुरक्षा नियमों का कड़ाई से पालन करना आवश्यक है: जब स्वचालित कट टू लेंथ मशीन चल रही हो, तो काटने वाले क्षेत्र को छूना, भागों को समायोजित करना या चाकू साफ करना पूरी तरह से वर्जित है। आपूर्ति लोड करने वाले ऑपरेटरों को यह सुनिश्चित करना होगा कि शीट धातु को ठीक से रखा गया है और गलत संरेखण से बचने के लिए समान रूप से व्यवस्थित किया गया है जो लंबाई लाइन में स्वचालित कटौती को रोक सकता है। एक बार कटिंग ऑपरेशन समाप्त होने के बाद, स्वचालित कट टू लेंथ मशीन की बिजली आपूर्ति बंद करनी होगी। सामग्री पुनर्प्राप्ति और सफाई गतिविधियां तभी शुरू होनी चाहिए जब लंबाई लाइन में स्वचालित कटौती पूरी तरह से बंद हो जाए। इसके अतिरिक्त, ऑपरेटरों को थकावट होने पर परिचालन से बचना चाहिए; स्वचालित कट टू लेंथ मशीन के अंदर किसी भी असामान्यता की त्वरित पहचान गहन ध्यान पर निर्भर करती है, इसलिए छोटी समस्याओं को महत्वपूर्ण विफलताओं में बदलने से बचाया जाता है।
3) लंबे समय तक लगातार, उच्च-आवृत्ति काटने से मोटर, हाइड्रोलिक सिस्टम और ब्लेड जैसे घटकों के ज़्यादा गरम होने का कारण बन सकता है। यह घटक की उम्र बढ़ने और घिसाव को तेज करता है, और स्वचालित कट टू लेंथ मशीन की विफलता को भी ट्रिगर कर सकता है। इसलिए, दैनिक संचालन के दौरान, कटिंग कार्यों को लंबाई लाइन की भार क्षमता के स्वचालित कट के आधार पर विवेकपूर्ण ढंग से निर्धारित किया जाना चाहिए, जिसमें उपकरण को आराम देने के लिए उचित अंतराल आवंटित किया जाना चाहिए। यह उच्च तापमान वाले वातावरण में या उच्च शक्ति वाली सामग्री काटते समय विशेष रूप से महत्वपूर्ण है; ऐसे मामलों में, स्वचालित कट टू लेंथ मशीन के मुख्य घटकों को पर्याप्त रूप से ठंडा करने की अनुमति देने के लिए निरंतर परिचालन समय को कम किया जाना चाहिए, जिससे परिचालन तनाव कम हो और स्वचालित कट टू लेंथ लाइन की समग्र सेवा जीवन का विस्तार हो सके।
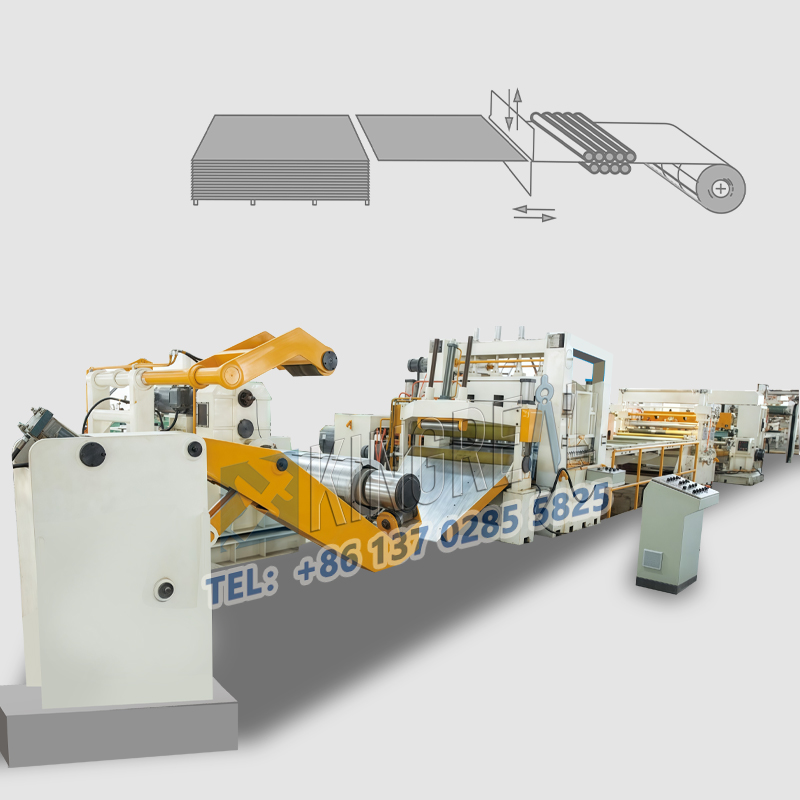
1) कतरनी प्रक्रिया के दौरान,लंबाई में स्वचालित कटौती मशीनइससे बड़ी मात्रा में धातु की छीलन, तेल के अवशेष और धूल उत्पन्न होती है। यदि इन संदूषकों को समय के साथ स्वचालित कट टू लेंथ लाइन के बाहरी हिस्से में, इसके आंतरिक भाग में, ब्लेड अंतराल में, या ट्रांसमिशन घटकों में जमा होने दिया जाता है, तो वे परिचालन परिशुद्धता से समझौता कर सकते हैं, घटक पहनने में तेजी ला सकते हैं, और यहां तक कि घटक जाम या विफलता का कारण बन सकते हैं। इसलिए, प्रत्येक उपयोग के बाद, ऑपरेटरों को स्वचालित कट टू लेंथ मशीन की बाहरी सतहों से धातु की छीलन, तेल के अवशेष और धूल को तुरंत साफ करना चाहिए, और ब्लेड अंतराल और ट्रांसमिशन क्षेत्रों से मलबे को साफ करने के लिए विशेष उपकरणों का उपयोग करना चाहिए। इसके अतिरिक्त, स्वचालित कट टू लेंथ लाइन के आंतरिक घटकों को समय-समय पर व्यापक सफाई से गुजरना चाहिए ताकि यह सुनिश्चित किया जा सके कि स्वचालित कट टू लेंथ मशीन के अंदर कोई मलबा जमा न हो, जिससे इसकी सफाई बनी रहे और स्थिर संचालन की गारंटी हो सके।
2) स्वचालित कट टू लेंथ लाइन के भीतर चलने वाले घटकों - जैसे ब्लेड गाइड रेल, ड्राइव चेन, गियर और बीयरिंग - ऑपरेशन के दौरान घर्षण उत्पन्न करते हैं। अपर्याप्त स्नेहन से घटकों के घिसाव में तेजी आएगी और यहां तक कि घटकों के जमने का कारण भी बन सकता है। नतीजतन, इन गतिशील हिस्सों को स्वचालित कट टू लेंथ मशीन के उपकरण मैनुअल में उल्लिखित आवश्यकताओं के अनुसार समय-समय पर चिकनाई दी जानी चाहिए। यह सुनिश्चित करने के लिए कि स्नेहन पर्याप्त और एक समान हो, उपयुक्त स्नेहक का चयन करना आवश्यक है। स्नेहक लगाते समय, बहुत अधिक या बहुत कम उपयोग करने से बचने के लिए सावधानी बरतनी चाहिए; अत्यधिक स्नेहक धूल को आकर्षित कर सकता है और कीचड़ बना सकता है, जबकि अपर्याप्त स्नेहक आवश्यक स्नेहन प्रभाव प्रदान करने में विफल रहेगा।
3) स्वचालित कट टू लेंथ लाइन का संचालन अनिवार्य रूप से कंपन उत्पन्न करता है। लंबे समय तक कंपन के कारण फास्टनरों - जैसे बोल्ट और नट - ढीले हो सकते हैं, जो बदले में मशीन के कंपन को बढ़ा देता है, घटक के गलत संरेखण का कारण बनता है, लंबाई मशीन की सटीकता और स्थिरता में स्वचालित कटौती से समझौता करता है, और यहां तक कि घटक क्षति भी हो सकती है। इसलिए, स्वचालित कट टू लेंथ लाइन पर सभी फास्टनरों - जिनमें मशीन बॉडी, ब्लेड, ट्रांसमिशन घटकों और गाइड रेल पर स्थित फास्टनरों शामिल हैं - का समय-समय पर निरीक्षण किया जाना चाहिए। यह सुनिश्चित करने के लिए कि सभी घटक सुरक्षित रूप से जुड़े रहें, किसी भी ढीले फास्टनरों को तुरंत कस दिया जाना चाहिए, जिससे ढीले फास्टनिंग्स के कारण होने वाले उपकरण क्षति को रोका जा सके।
4) ब्लेड स्वचालित कट टू लेंथ मशीन के मुख्य उपभोज्य घटक हैं। समय-समय पर ब्लेडों का घिसाव के लक्षणों के लिए निरीक्षण करना, उनकी तीक्ष्णता को सत्यापित करने के लिए काटने वाले किनारों का निरीक्षण करना और छिलने या मुड़ने जैसे दोषों की जांच करना आवश्यक है। किनारे के घिसाव की सीमा को मापने के लिए एक कैलीपर का उपयोग किया जाना चाहिए; यदि घिसाव 0.1 मिमी से अधिक है, या यदि काटने का किनारा गंभीर रूप से क्षतिग्रस्त है, तो ब्लेड को तुरंत फिर से तेज किया जाना चाहिए या प्रतिस्थापित किया जाना चाहिए। काटने वाले ब्लेडों को प्रतिस्थापित करते समय, ऐसे ब्लेडों का चयन करना आवश्यक है जो स्वचालित कट टू लेंथ लाइन के विशिष्ट मॉडल और काटे जाने वाली सामग्री के अनुकूल हों। स्थापना के दौरान, ब्लेड क्लीयरेंस को ठीक से समायोजित किया जाना चाहिए ताकि यह सुनिश्चित हो सके कि ब्लेड सुरक्षित रूप से लगे हुए हैं और सुचारू रूप से काम कर रहे हैं।
की सेवा जीवन का विस्तार करने के लिएलंबाई में स्वचालित कटौती मशीन, जब भी संभव हो सीधी धूप और थर्मल विकिरण के अन्य स्रोतों से बचना चाहिए; यह मशीन की बॉडी और इलेक्ट्रॉनिक घटकों को उच्च तापमान के कारण पुराना होने या ख़राब होने से बचाता है। इसके अलावा, स्वचालित कट टू लेंथ लाइन अत्यधिक आर्द्रता, उच्च धूल स्तर या संक्षारक गैसों की उपस्थिति वाले वातावरण में स्थित नहीं होनी चाहिए। पर्यावरणीय आर्द्रता 75% से कम बनाए रखी जानी चाहिए। धूल और संक्षारक गैसें मशीन के स्वचालित कट टू लेंथ इलेक्ट्रॉनिक घटकों में आसानी से जंग और उम्र बढ़ने का कारण बन सकती हैं, जिससे संभावित रूप से खराब विद्युत संपर्क या शॉर्ट सर्किट हो सकता है - जिससे सामान्य संचालन बाधित हो सकता है - साथ ही यांत्रिक भागों में जंग लगने की गति भी तेज हो सकती है। इसके अतिरिक्त, उच्च परिशुद्धता स्वचालित कट टू लेंथ लाइनों को उन उपकरणों से भौतिक रूप से अलग रखा जाना चाहिए जो गंभीर कंपन उत्पन्न करते हैं। कंपन संचरण को रोकने के लिए स्वचालित कट टू लेंथ मशीन और ऐसे उपकरणों के बीच एक सुरक्षित दूरी बनाए रखी जानी चाहिए, जिसके परिणामस्वरूप ढीले घटक हो सकते हैं और काटने की सटीकता में गिरावट आ सकती है। आवश्यक संसाधनों वाली फैक्टरियों को विशेष रूप से स्वचालित कट टू लेंथ लाइन के लिए एक समर्पित, स्वतंत्र कार्यशाला स्थापित करने के लिए प्रोत्साहित किया जाता है।
स्वचालित कट टू लेंथ लाइन निर्माता - किंगरियल स्टील स्लिटर
के दीर्घकालिक, स्थिर संचालन को सुनिश्चित करने के लिएलंबाई में स्वचालित कटौती मशीन, एक ऐसी मशीन का चयन करना जो विश्वसनीय गुणवत्ता वाली हो और आपकी उत्पादन आवश्यकताओं के लिए पूरी तरह से तैयार हो, उतना ही महत्वपूर्ण है जितना कि उचित संचालन प्रक्रियाओं और सावधानीपूर्वक रखरखाव प्रथाओं का पालन करना। किंगरियल स्टील स्लिटर स्वचालित कट टू लेंथ लाइनों के अनुसंधान एवं विकास और निर्माण में माहिर है। धातु प्रसंस्करण उपकरण के क्षेत्र में गहरी विशेषज्ञता के साथ, और पेशेवर तकनीकी क्षमताओं और व्यापक विनिर्माण अनुभव द्वारा समर्थित, हम स्वचालित कट टू लेंथ मशीन इंजीनियर करते हैं जो मजबूत, टिकाऊ, उपयोगकर्ता के अनुकूल हैं, और लगातार, उच्च-सटीक प्रदर्शन देने में सक्षम हैं। किंगरियल स्टील स्लिटर लंबाई लाइनों के लिए स्वचालित कट का व्यापक रूप से विभिन्न उद्योगों में उपयोग किया जाता है, जो विभिन्न संरचनाओं और मोटाई की शीट सामग्री के लिए विविध कटिंग आवश्यकताओं को प्रभावी ढंग से पूरा करता है।
किंगरियल स्टील स्लिटर के पास अत्यधिक अनुभवी इंजीनियरों की एक टीम है जो हमारी स्वचालित कट टू लेंथ मशीन की स्थिरता और स्थायित्व को लगातार बढ़ाने के लिए समर्पित है, साथ ही उपयोगकर्ता के लिए परिचालन सुविधा को प्राथमिकता देती है। इसके अलावा, KINGREAL STEEL SLITTER एक पेशेवर ग्राहक सेवा टीम रखता है, जो लंबाई लाइनों में हमारी स्वचालित कटौती के संबंध में आपकी किसी भी पूछताछ को संबोधित करने और व्यापक तकनीकी सहायता प्रदान करने के लिए किसी भी समय तैयार है। KINGREAL STEEL SLITTER स्वचालित कट टू लेंथ मशीन खरीदने पर, हम एक व्यापक, वन-स्टॉप सपोर्ट पैकेज प्रदान करते हैं - जिसमें इंस्टॉलेशन, ऑपरेटर प्रशिक्षण, स्पेयर पार्ट्स की आपूर्ति और निर्धारित रखरखाव शामिल है - जो आपको स्वचालित कट टू लेंथ लाइन उपयोग या रखरखाव के बारे में किसी भी चिंता के बिना केवल स्थिर उत्पादन संचालन बनाए रखने पर ध्यान केंद्रित करने की अनुमति देता है।