1. के संचालन के दौरानधातु काटने की मशीन उपकरण, यदि उपकरण में पार्श्व स्विंग की समस्या है, तो यह आयामी दोषों का कारण बनेगा, जैसे उपकरण का पार्श्व स्विंग और उपकरण का बाहरी व्यास। क्योंकि उपकरण का पार्श्व स्विंग मान शून्य नहीं हो सकता। इसका कारण उपकरण की मोटाई, भीतरी व्यास, स्पेसर आस्तीन की चौड़ाई आदि की सटीक त्रुटि है, और मोटी प्लेट को काटने पर पार्श्व तनाव के कारण होने वाली विकृति है।
2. स्टील स्लिटिंग मशीन उपकरण के उत्पादन के दौरान, स्टील प्लेट में अनुप्रस्थ वार्पिंग की समस्या होती है, जिससे चौड़ाई के आयाम खराब होते हैं। ऐसा इसलिए है क्योंकि अनुप्रस्थ वार्पिंग अवस्था में काटा गया उत्पाद चाकू के सेटिंग मूल्य से बड़ा मापा जाता है।
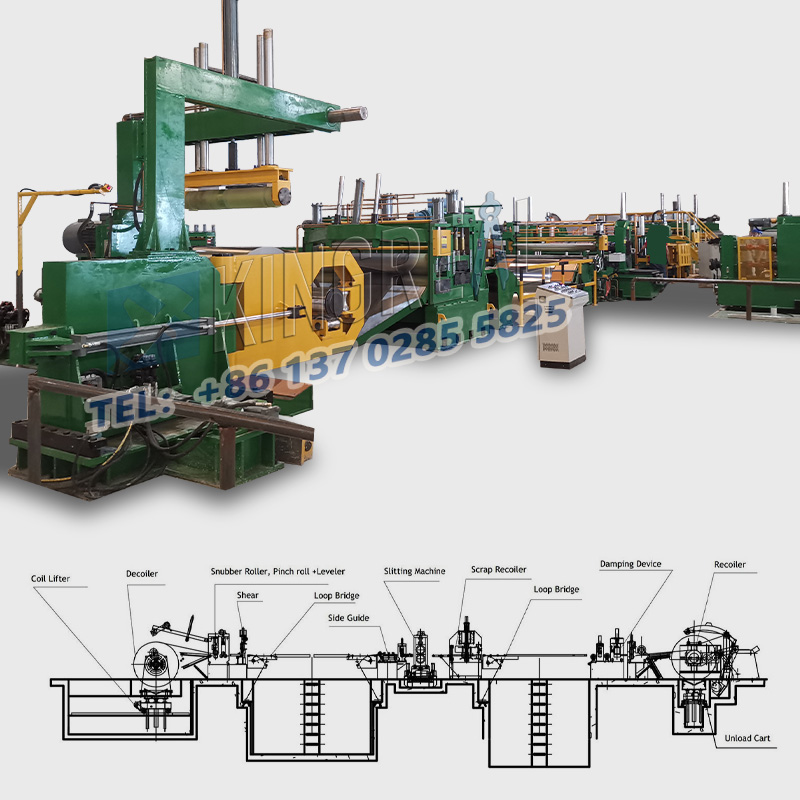
3. जैसे ही मेटल स्लिटिंग लाइन का उत्पादन और संचालन किया जाता है, स्पेसर स्लीव, चाकू आदि में कुछ मिलान त्रुटियां होती हैं। जब चाकू का मिलान करते समय टुकड़ों की संख्या बड़ी होती है, तो संचयी त्रुटि बड़ी हो जाती है। यह खराब ऊपरी सहनशीलता सेटिंग के कारण है। आपको पता होना चाहिए कि स्लाटिंग मशीन द्वारा काटे गए उत्पाद की चौड़ाई हमेशा चाकू के उत्पाद के किनारे के आकार से थोड़ी कम होती है। इसलिए, इस कम सहनशीलता की डिग्री का पहले से अनुमान लगाना आवश्यक है। जब चाकू का उत्पाद पक्ष से मिलान किया जाता है, तो स्पेसर आस्तीन का आकार संदर्भ के रूप में निर्धारित किया जाता है।
उपयोग की जाने वाली कतरनी विधि पर भी विचार किया जाना चाहिए। इसकी तुलना में, यदि कॉइल स्लिटिंग मशीन उपकरण सीधे पुल कतरनी को अपनाता है, तो स्टील कॉइल का तनाव बढ़ जाएगा, अनुप्रस्थ वार्पिंग गायब हो जाएगी, और आकार भी कम हो जाएगा।

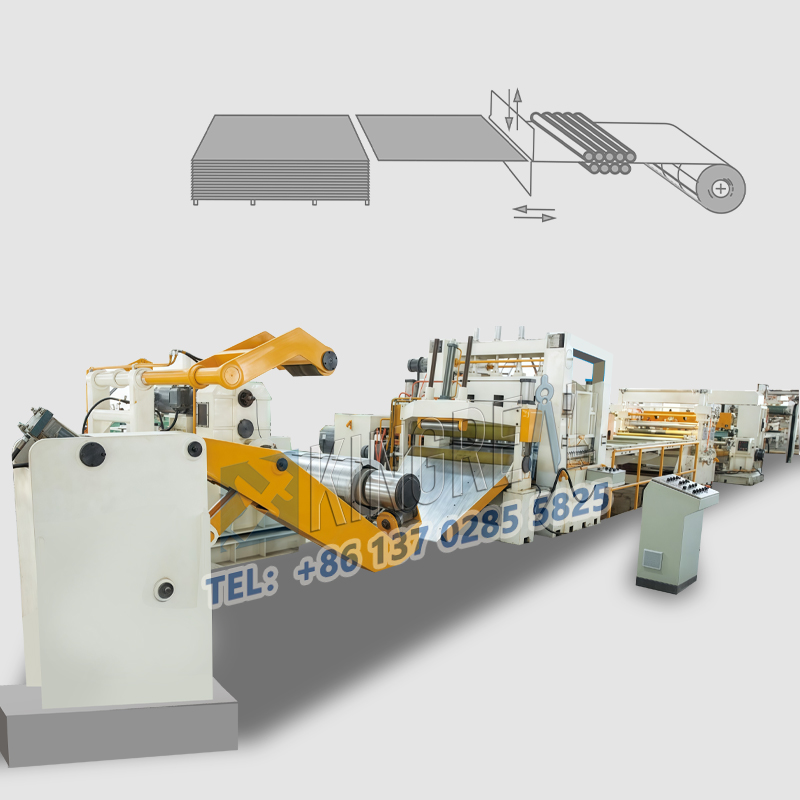
मशीन के अलावा, धातु सामग्री की मोटाई और कठोरता स्लिटिंग प्रक्रिया के दौरान प्रतिरोध निर्धारित करती है। मोटी या सख्त सामग्री को काटना अधिक कठिन होता है, जिससे काटने के बाद आसानी से चौड़ाई में विचलन हो सकता है। जैसे-जैसे सामग्री की मोटाई बढ़ती है, सामग्री का विरूपण और पलटाव भी बढ़ सकता है, जिससे काटने की सटीकता प्रभावित होती है। साथ ही, स्लिटिंग के दौरान फ़ीड गति और संचालन प्रक्रिया भी काटने की गुणवत्ता को प्रभावित करती है। बहुत तेज़ गति सामग्री विरूपण का कारण बन सकती है और काटने की चौड़ाई को प्रभावित कर सकती है; बहुत धीमी गति से उत्पादन क्षमता कम हो सकती है और सामग्री की सतह पर दोष हो सकते हैं। क्या ऑपरेशन प्रक्रिया विनिर्देशों को पूरा करती है और क्या टूल सेटिंग उचित है, काटने के बाद चौड़ाई सटीकता से निकटता से संबंधित है।
मशीन के अलावा, धातु सामग्री की मोटाई और कठोरता स्लिटिंग प्रक्रिया के दौरान प्रतिरोध निर्धारित करती है। मोटी या सख्त सामग्री को काटना अधिक कठिन होता है, जिससे काटने के बाद आसानी से चौड़ाई में विचलन हो सकता है। जैसे-जैसे सामग्री की मोटाई बढ़ती है, सामग्री का विरूपण और पलटाव भी बढ़ सकता है, जिससे काटने की सटीकता प्रभावित होती है। साथ ही, स्लिटिंग के दौरान फ़ीड गति और संचालन प्रक्रिया भी काटने की गुणवत्ता को प्रभावित करती है। बहुत तेज़ गति सामग्री विरूपण का कारण बन सकती है और काटने की चौड़ाई को प्रभावित कर सकती है; बहुत धीमी गति से उत्पादन क्षमता कम हो सकती है और सामग्री की सतह पर दोष हो सकते हैं। क्या ऑपरेशन प्रक्रिया विनिर्देशों को पूरा करती है और क्या टूल सेटिंग उचित है, काटने के बाद चौड़ाई सटीकता से निकटता से संबंधित है।