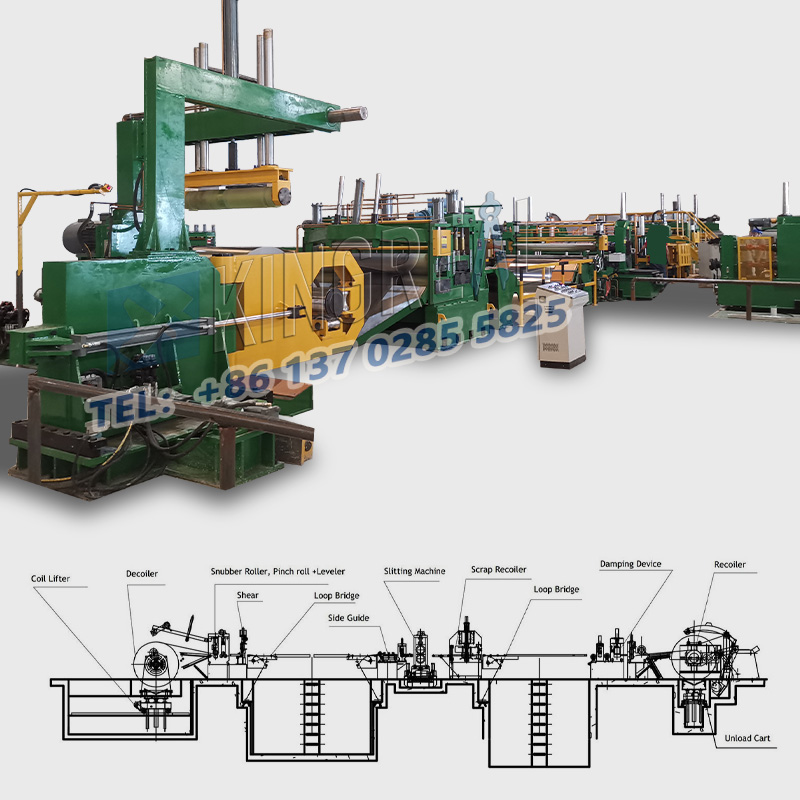
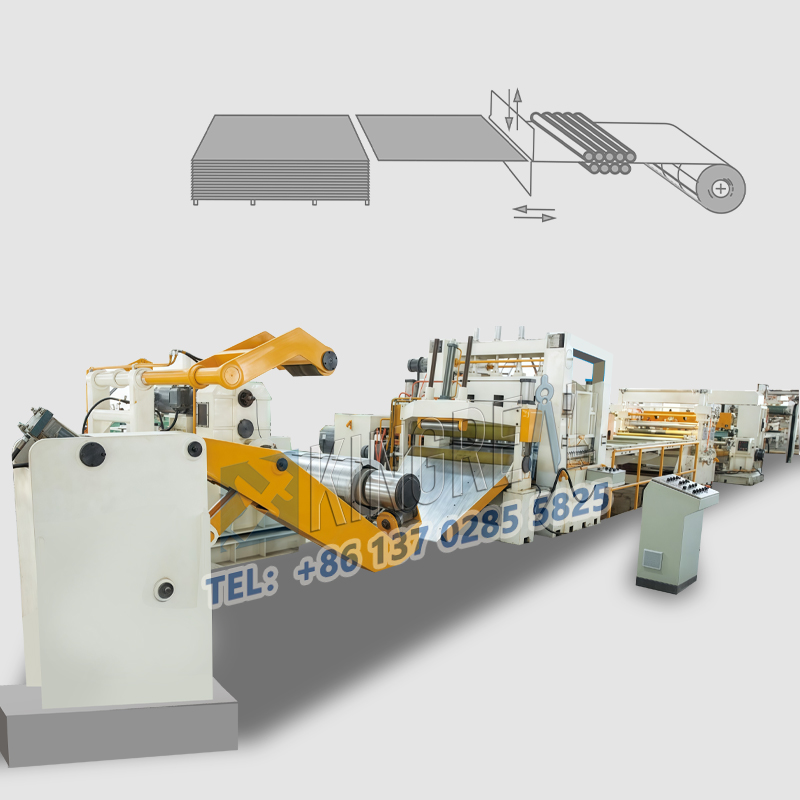
Theलंबाई रेखा में काटेंविशेष रूप से कॉइल क्रॉस-सेक्शन से शीट तक विभिन्न कच्चे माल और मोटाई की धातु शीटों को काटने, शीटों को सीधा करने और उन्हें एक निश्चित लंबाई में काटने के लिए डिज़ाइन किया गया है। मूल प्रक्रिया में खोलना, सीधा करना, क्रॉस-कटिंग और स्टैकिंग आदि शामिल हैं। यह पूरी तरह से स्वचालित कट-टू-लेंथ उत्पादन प्रक्रिया का एहसास करता है और शीट उत्पादों का उत्पादन करता है जो ग्राहक की आयामी आवश्यकताओं को पूरा करते हैं और उपयोग के लिए माध्यमिक प्रसंस्करण में डाल दिए जाते हैं, जो व्यापक रूप से होता है ऑटोमोटिव विनिर्माण, मशीन निर्माण और धातु प्रसंस्करण उद्योगों में उपयोग किया जाता है।

मूल सामग्री की विभिन्न मोटाई और विभिन्न कच्चे माल के लिए, और फिर कतरनी लाइन उत्पादन प्रक्रिया की लंबाई में कटौती कैसे सुनिश्चित करें कि कतरनी की प्रगति और गति?
का सिद्धांत क्या हैलंबाई में कटौती करने वाली मशीनबाल काटना?
सबसे पहले, आपको कतरनी मशीन में प्रवेश करने से पहले धातु के तार की प्रक्रिया के दायरे को समझने की आवश्यकता है:
1. सामग्री फीडिंग: शीट मेटल को फीडिंग डिवाइस (जैसे रोलर्स, कन्वेयर बेल्ट, आदि) के माध्यम से कतरनी में डाला जाता है। फ़ीड डिवाइस यह सुनिश्चित करता है कि शीट को कतरनी क्षेत्र में सुचारू रूप से और लगातार खिलाया जाता है।
2. पोजिशनिंग और क्लैम्पिंग: कतरनी सटीकता सुनिश्चित करने के लिए, शीट धातु को कतरनी से पहले सटीक स्थिति में रखने की आवश्यकता होती है। प्लेट की स्थिति निर्धारित करने के लिए पोजिशनिंग डिवाइस (जैसे पोजिशनिंग पिन, फोटोइलेक्ट्रिक सेंसर इत्यादि), कतरनी प्रक्रिया के दौरान इसे हिलने से रोकने के लिए प्लेट को ठीक करने के लिए क्लैंपिंग डिवाइस (जैसे हाइड्रोलिक फिक्स्चर)।
1. प्रिसिजन लेवलिंग: धातु की प्लेटों या पट्टियों को सीधा करने में विशेषज्ञता वाला एक उपकरण, जिसका उपयोग मुख्य रूप से सामग्रियों के उत्पादन और प्रसंस्करण के दौरान उत्पन्न झुकने, तरंगों और अन्य असमान दोषों को खत्म करने के लिए किया जाता है, जिससे सामग्रियों की समतलता और गुणवत्ता में सुधार होता है। ऊपर और नीचे व्यवस्थित लेवलिंग रोलर्स के कई सेट आमतौर पर अंदर स्थापित किए जाते हैं। ऊपरी और निचले रोलर्स के बीच सामग्री को बार-बार मोड़ने के लिए इन रोलर्स को यांत्रिक या हाइड्रॉलिक रूप से संचालित किया जाता है।

कतरनी मेजबान उपकरण का सिद्धांत:
कतरनी मशीन का मुख्य भाग कतरनी ब्लेड है, जिसमें आमतौर पर ऊपरी ब्लेड और निचला ब्लेड शामिल होता है। ब्लेड की सामग्री आमतौर पर उच्च शक्ति मिश्र धातु इस्पात होती है, इसकी कठोरता और पहनने के प्रतिरोध को सुनिश्चित करने के लिए एक विशेष गर्मी उपचार प्रक्रिया के बाद।
स्लाइडर आंदोलन: ऊपरी ब्लेड को ऊर्ध्वाधर या विकर्ण नीचे की ओर ले जाने के लिए कैंची को आमतौर पर यंत्रवत् या हाइड्रॉलिक रूप से चलाया जाता है, और स्थिर निचले ब्लेड को कतरनी बल बनाने के लिए चलाया जाता है।
कतरनी बल क्रिया: जब ऊपरी ब्लेड को नीचे दबाया जाता है, तो शीट ऊपरी और निचले ब्लेड के बीच कतरनी बल क्रिया के अधीन होती है। जब कतरनी बल सामग्री की कतरनी ताकत से अधिक हो जाता है, तो प्लेट कतरनी रेखा के साथ टूट जाती है, जिससे कतरनी पूरी हो जाती है।
अपशिष्ट पदार्थ का निर्वहन: कतरनी पूरी होने के बाद, कतरनी शीट और अपशिष्ट पदार्थ को कन्वेयर या अपशिष्ट ढलान के माध्यम से छुट्टी दे दी जाती है।
इस बीच, आधुनिक कैंची आमतौर पर कंप्यूटर संख्यात्मक नियंत्रण (सीएनसी) प्रणालियों से सुसज्जित होती हैं। नियंत्रण प्रणाली को उच्च स्तर के स्वचालन के साथ कतरनी मापदंडों (जैसे, कतरनी की लंबाई, मात्रा, आदि) को सेट करने के लिए प्रोग्राम किया गया है, जो उत्पादकता और कतरनी सटीकता में सुधार कर सकता है।