The कुंडल काटने की मशीनउत्पादन लाइन को ग्राहक की जरूरतों के अनुसार निर्दिष्ट आकारों में विभिन्न धातु कॉइल्स को काटने और रीवाइंड करने की प्रक्रिया के लिए डिज़ाइन किया गया है, जो मशीन के उत्पादन सिद्धांत के लिए डिज़ाइन किया गया है। यांत्रिक डिज़ाइन के दृष्टिकोण से इसे निम्न में विभाजित किया जा सकता है:

1. लगातार तनाव नियंत्रण सिद्धांत
निरंतर तनाव नियंत्रण की वाइंडिंग और अनवाइंडिंग प्रक्रिया के लिए रोल व्यास में परिवर्तन के संचालन में लोड को जानने की आवश्यकता का सार है, रोल व्यास में परिवर्तन के कारण, जिसके परिणामस्वरूप लोड के संचालन को बनाए रखना है, स्प्लिट मशीन को मोटर के आउटपुट टॉर्क में परिवर्तन से लेकर रोल के व्यास में परिवर्तन और परिवर्तन का पालन करने की आवश्यकता होती है। वी श्रृंखला इन्वर्टर के लिए, क्योंकि यह टॉर्क नियंत्रण कर सकता है, इसलिए यह घुमावदार निरंतर तनाव नियंत्रण को पूरा कर सकता है।
2. तुल्यकालिक गति गणना
जैसा कि हम जानते हैं कि जब फ़्रीक्वेंसी कनवर्टर कम फ़्रीक्वेंसी पर काम करता है, तो स्लिटिंग मशीन की एसी एसिंक्रोनस मोटर की विशेषताएं अच्छी नहीं होती हैं, सक्रियण टॉर्क कम और सब-लीनियर होता है, इसलिए, रिवाइंडिंग की पूरी प्रक्रिया में, हमें प्रयास करना चाहिए निम्नलिखित 2HZ में काम करने के लिए मोटर को रिवाइंड करने से बचने के लिए।
3. गति सीमा संचालन
जब रोल का व्यास होता है, तो आप कम गति वाले ऑपरेशन में वाइंडिंग की पूरी प्रक्रिया का पता लगा सकते हैं।
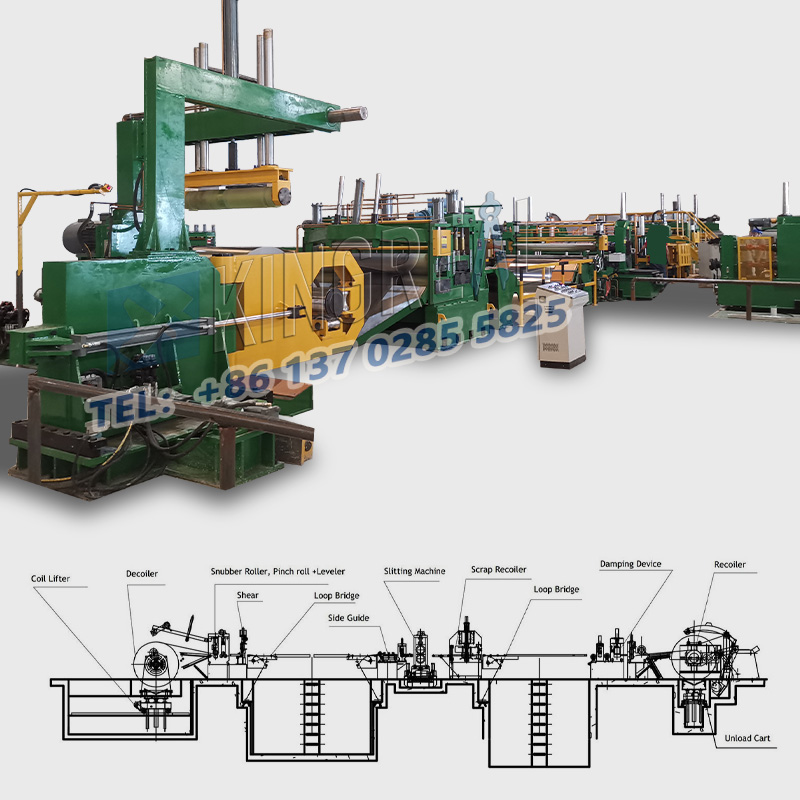
उत्पादन सिद्धांत की उत्पादन प्रक्रिया से डिज़ाइन किया गयास्टील काटने की मशीनइसमें शामिल हैं:

1. अनवाइंडिंग प्रक्रिया: अनवाइंडिंग फ्रेम पर धातु सामग्री के बड़े रोल स्थापित किए जाते हैं, और कॉइल को ढीला होने या भागने से रोकने के लिए तनाव नियंत्रण प्रणाली के माध्यम से धातु कॉइल के स्थिर खुलासा को बनाए रखा जाता है।
2. लेवलिंग प्रक्रिया: धातु का तार लेवलिंग मशीन में प्रवेश करता है, जिसमें आमतौर पर कई रोलर्स होते हैं, जिसके माध्यम से कुंडल के तरंगों और झुकने को खत्म करने के लिए कुंडल पर दबाव डाला जाता है।
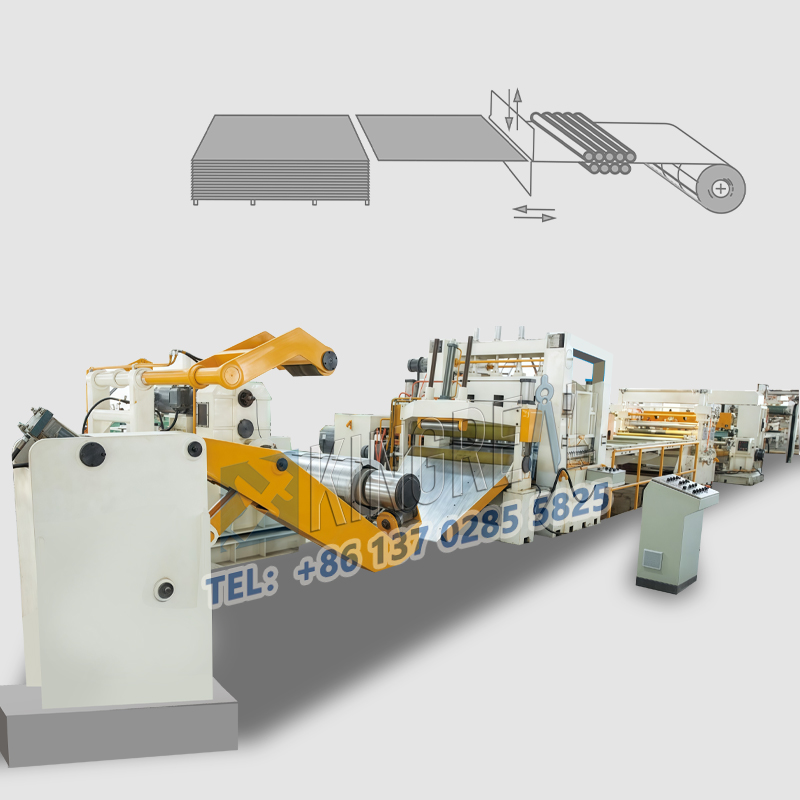
3. स्लिटिंग प्रक्रिया: धातु का तार स्लाटिंग मशीन के चाकू समूह में प्रवेश करता है, चाकू समूह के ऊपरी और निचले डिस्क ब्लेड एक ही समय में घूमते हैं, और ब्लेड से गुजरते समय धातु सामग्री पूर्व निर्धारित चौड़ाई की स्ट्रिप्स में कट जाती है। ब्लेड की सामग्री और ब्लेड की तीक्ष्णता का स्लाटिंग की गुणवत्ता और दक्षता पर महत्वपूर्ण प्रभाव पड़ता है।
4. घुमावदार प्रक्रिया: कटी हुई संकीर्ण पट्टी मार्गदर्शक उपकरण के माध्यम से घुमावदार मशीन में प्रवेश करती है, घुमावदार मशीन आमतौर पर कई घुमावदार शाफ्ट से सुसज्जित होती है, प्रत्येक शाफ्ट एक संकीर्ण पट्टी के साथ घाव होता है, और यह सुनिश्चित करने के लिए घुमावदार के दौरान एक निश्चित तनाव बनाए रखा जाता है। संकरी पट्टी कसकर लपेटी गई है।
5. अपशिष्ट निपटान: उत्पादकता और कामकाजी माहौल को प्रभावित करने वाले कचरे से बचने के लिए, किनारे के कचरे को इकट्ठा किया जाता है और कचरा संग्रहण उपकरणों, जैसे कि कचरा कटर या अपशिष्ट वाइन्डर के माध्यम से निपटाया जाता है।