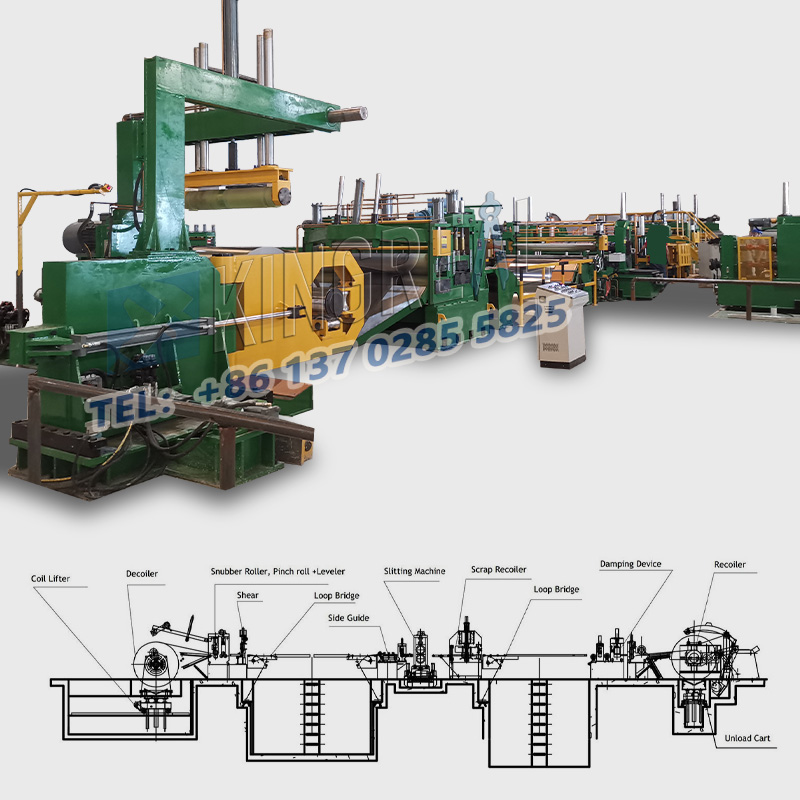
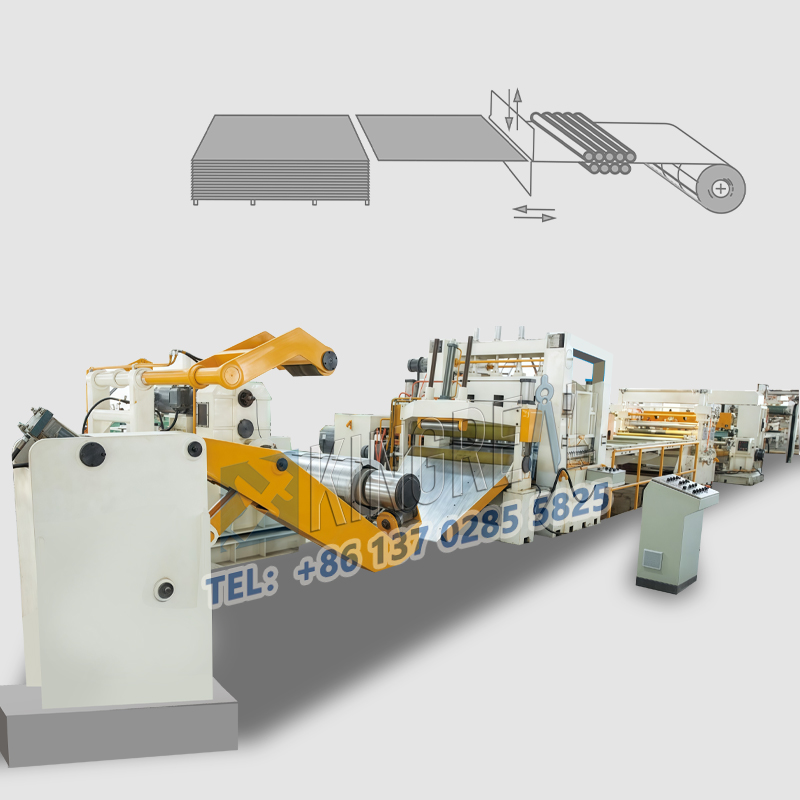
The हाई स्पीड स्लिटिंग लाइन230 मीटर/मिनट की अधिकतम परिचालन गति के साथ, धातु कॉइल्स को खोलना, स्लिटिंग और रीकॉइलिंग जैसी प्रमुख प्रक्रियाओं को कुशलतापूर्वक पूरा करता है, जिससे उत्पादन दक्षता और प्रसंस्करण सटीकता में उल्लेखनीय वृद्धि होती है। हालांकि, लंबे समय तक हाई-लोड और हाई-स्पीड ऑपरेशन के दौरान, हाई स्पीड स्लिटिंग मशीन में अनुचित संचालन, घटक पहनने और अपर्याप्त रखरखाव जैसे कारकों के कारण विभिन्न दोषों का खतरा होता है। ये दोष न केवल उत्पादन प्रगति को प्रभावित करते हैं बल्कि प्रसंस्करण गुणवत्ता को भी कम कर सकते हैं और यहां तक कि उच्च गति स्लिटिंग लाइन की सेवा जीवन को भी छोटा कर सकते हैं। हाई स्पीड स्लिटिंग मशीनों के परिचालन मुद्दों को बेहतर ढंग से संबोधित करने और सुचारू उत्पादन सुनिश्चित करने में संबंधित ऑपरेटरों की सहायता के लिए, यह लेख हाई स्पीड स्लिटिंग लाइनों के संचालन के दौरान सामान्य दोषों, उनके कारणों और संबंधित समाधानों का विवरण देगा, साथ ही उनकी सेवा जीवन का विस्तार करने के लिए व्यावहारिक सुझाव भी साझा करेगा।
1.गलत स्लिटिंग आयाम
गलत स्लिटिंग आयाम सबसे आम समस्याओं में से एक हैउच्च गति स्लिटिंग मशीनें, विशेष रूप से हाई-स्पीड ऑपरेशन के दौरान। एक बार जब यह समस्या उत्पन्न हो जाती है, तो यह घटिया उत्पादों के एक बैच को जन्म दे सकती है, जिससे सामग्री की बर्बादी और उत्पादन में देरी हो सकती है।
कारण:
(1) अस्थिर तनाव नियंत्रण। उच्च गति वाली स्लिटिंग लाइन की स्लिटिंग प्रक्रिया के दौरान, अनवाइंडिंग, स्लिटिंग और रिवाइंडिंग चरणों के बीच अनुचित तनाव समन्वय सामग्री के खिंचाव या संकुचन का कारण बन सकता है, जिससे स्लिटिंग आयाम प्रभावित हो सकते हैं।
(2) गंभीर उपकरण घिसाव। उच्च गति वाली स्लिटिंग मशीन के ब्लेड लगातार उच्च गति से काटने की स्थिति में रहते हैं, जिससे किनारे घिस सकते हैं, कुंद हो सकते हैं, या यहाँ तक कि खरोंच भी आ सकती है। इससे सामग्री को सटीक रूप से काटना असंभव हो जाता है, जिसके परिणामस्वरूप आयामी विचलन होता है।
(3) असामान्य विचलन सुधार प्रणाली। सामग्री के सटीक परिवहन को सुनिश्चित करने के लिए विचलन सुधार उपकरण महत्वपूर्ण है। यदि विचलन सेंसर खराब हो जाता है या ठीक से कैलिब्रेट नहीं किया जाता है, तो यह सामग्री परिवहन विचलन का कारण बन सकता है, जिससे स्लिटिंग में आयामी विचलन हो सकता है।
समाधान:
(1) यह पुष्टि करने के लिए हाई स्पीड स्लिटिंग मशीन के तनाव नियंत्रक का निरीक्षण करें कि तनाव पैरामीटर सामग्री गुणों के अनुसार सेट किए गए हैं। सामग्री को खींचने या ढीला होने से बचाते हुए, तीन चरणों के बीच तनाव के सुचारू संक्रमण को सुनिश्चित करने के लिए अनवाइंडिंग और रिवाइंडिंग के दौरान तनाव को समायोजित करें।
(2) ब्लेड की स्थिति की नियमित जांच करें। यदि कोई घिसाव, कुंदपन या खरोंच पाया जाता है, तो उन्हें ऐसे ब्लेड से बदलें जो विनिर्देशों को पूरा करते हों। प्रतिस्थापन के बाद, सटीक केंद्रीकरण सुनिश्चित करने के लिए ब्लेड को सटीक रूप से समायोजित करें।
(3) विचलन सुधार उपकरण को कैलिब्रेट करें, विचलन सेंसर की संवेदनशीलता की जांच करें, सेंसर की सतह पर धूल और दाग को साफ करें, और विचलन सुधार मापदंडों को पुन: कैलिब्रेट करें ताकि यह सुनिश्चित हो सके कि सामग्री परिवहन प्रक्रिया के दौरान विचलित न हो और स्लिटिंग आयामों की सटीकता की गारंटी हो।
2. सामग्री विचलन और झुर्रियाँ
हाई स्पीड स्लिटिंग लाइनों के संचालन के दौरान, सामग्री विचलन और झुर्रियाँ भी आम समस्याएं हैं, खासकर पतली धातु कॉइल्स के लिए, जहां समस्या अधिक प्रमुख है। इससे न केवल काटने की सटीकता प्रभावित होती है, बल्कि भौतिक क्षति भी हो सकती है, जिससे बाद की प्रक्रिया प्रभावित हो सकती है।
कारण:
(1) असंतुलित गाइड रोलर्स। हाई स्पीड स्लिटिंग मशीनों में गाइड रोलर्स सामग्री को सहारा देने और पहुंचाने के लिए महत्वपूर्ण हैं। यदि गाइड रोलर्स समतल स्तर पर स्थापित नहीं हैं, सतह घिसी हुई है, या विदेशी वस्तुएँ जुड़ी हुई हैं, तो इससे परिवहन के दौरान सामग्री पर असमान बल लगेगा, जिसके परिणामस्वरूप विचलन और झुर्रियाँ होंगी।
(2) अपर्याप्त वायुदाब। उच्च गति वाली स्लिटिंग मशीनों के कुछ सक्रिय घटक हवा के दबाव से संचालित होते हैं। यदि वायु दबाव प्रणाली में रिसाव है या दबाव अपर्याप्त है, तो इससे संबंधित घटक खराब तरीके से काम करेंगे और सामग्री परिवहन को स्थिर रूप से नियंत्रित करने में विफल रहेंगे।
(3) असमान भौतिक तनाव। गलत स्लिटिंग आयामों के कारण तनाव की समस्या के समान, अनवाइंडिंग और रिवाइंडिंग के दौरान तनाव में अत्यधिक उतार-चढ़ाव से परिवहन के दौरान सामग्री में असमान खिंचाव हो सकता है, जिसके परिणामस्वरूप झुर्रियाँ और विचलन हो सकता है।
समाधान:
(1) गाइड रोलर्स के स्तर को समायोजित करें। हाई स्पीड स्लिटिंग लाइन रुकने के बाद, हाई स्पीड स्लिटिंग मशीन के सभी गाइड रोलर्स का निरीक्षण करें, गाइड रोलर्स की सतह पर विदेशी वस्तुओं और दागों को साफ करें। यदि गाइड रोलर्स की सतह पर घिसाव है, तो समय रहते उनकी मरम्मत करें या बदल दें। यह सुनिश्चित करने के लिए गाइड रोलर्स के इंस्टॉलेशन कोण को समायोजित करें कि सभी गाइड रोलर्स समान स्तर पर हैं और परिवहन के दौरान सामग्री पर समान रूप से जोर दिया गया है।
(2) वायवीय प्रणाली की जाँच करें। निरीक्षण करें कि क्या वायवीय पाइपलाइन में कोई रिसाव है, उच्च गति स्लिटिंग मशीन द्वारा निर्दिष्ट मानक के अनुसार हवा के दबाव को फिर से भरें, और वायवीय प्रणाली के स्थिर संचालन को सुनिश्चित करने के लिए वायवीय वाल्व, सिलेंडर और अन्य घटकों को नियमित रूप से साफ और बनाए रखें।
(3) अनवाइंड और रिवाइंड के तनाव को अनुकूलित करें। सामग्री की मोटाई, कठोरता और अन्य विशेषताओं के अनुसार, उच्च गति स्लिटिंग मशीन के तनाव मापदंडों को फिर से समायोजित करें, एक स्थिर तनाव नियंत्रण मोड अपनाएं, और जड़ से सामग्री विचलन और झुर्रियों को कम करने के लिए अत्यधिक तनाव उतार-चढ़ाव से बचें।
3. हाई स्पीड स्लिटिंग लाइन का असामान्य कंपन या शोर
जब एक उच्च गति स्लिटिंग मशीन उच्च गति पर चल रही होती है और असामान्य कंपन या तीखी आवाज का अनुभव करती है, तो यह इंगित करता है कि उच्च गति स्लिटिंग लाइन घटकों के साथ टूट-फूट या स्थापना संबंधी समस्याएं हैं। यदि इसका तुरंत समाधान नहीं किया गया, तो इससे घटक घिसाव में तेजी आएगी और यहां तक कि उच्च गति वाली स्लिटिंग मशीन विफल हो सकती है और बंद हो सकती है।
कारण:
(1) बियरिंग घिसाव। हाई स्पीड स्लिटिंग मशीन के ट्रांसमिशन पार्ट्स और गाइड रोलर्स सभी बीयरिंग से सुसज्जित हैं। लंबे समय तक उच्च गति के संचालन से अपर्याप्त स्नेहन हो सकता है और बीयरिंग गंभीर रूप से खराब हो सकते हैं, जिससे रोटेशन के दौरान कंपन और शोर हो सकता है।
(2) ढीली ड्राइव बेल्ट। हाई स्पीड स्लाटिंग मशीन में पावर ट्रांसमिशन के लिए ड्राइव बेल्ट एक प्रमुख घटक है। लंबे समय तक उपयोग के साथ, यह पुराना हो सकता है और खिंच सकता है, जिसके परिणामस्वरूप ड्राइव बेल्ट ढीली हो सकती है। ऑपरेशन के दौरान, यह पुली के खिलाफ रगड़ेगा, शोर पैदा करेगा और बिजली संचरण को प्रभावित करेगा, जो बदले में उच्च गति स्लिटिंग लाइन कंपन का कारण बनेगा।
(3) ढीले यांत्रिक घटक। हाई स्पीड स्लिटिंग मशीन के लंबे समय तक हाई-लोड ऑपरेशन के दौरान, स्क्रू, बोल्ट और अन्य कनेक्टिंग हिस्से ढीले हो सकते हैं, जिससे घटकों के बीच खराब कनेक्शन हो सकता है और ऑपरेशन के दौरान कंपन और असामान्य शोर हो सकता है।
समाधान:
(1) हाई स्पीड स्लिटिंग मशीन के सभी बीयरिंगों का निरीक्षण करें। यदि कोई बियरिंग घिसी हुई, अटकी हुई या असामान्य आवाज करती हुई पाई जाती है, तो समय रहते स्नेहन के लिए विशेष ग्रीस लगाएं। यदि घिसाव गंभीर है, तो हाई स्पीड स्लिटिंग लाइन के समग्र संचालन को प्रभावित करने से बेयरिंग क्षति को रोकने के लिए तुरंत बेयरिंग को बदलें। (2) ड्राइव बेल्ट की जकड़न को समायोजित करें। हाई स्पीड स्लिटिंग मशीन रुकने के बाद, ड्राइव बेल्ट के तनाव की जाँच करें। यदि ड्राइव बेल्ट ढीला है, तो टेंशनिंग डिवाइस को समायोजित करें। यदि ड्राइव बेल्ट पुराना हो गया है या गंभीर रूप से खराब हो गया है, तो इसे समय पर बदल दें ताकि यह सुनिश्चित हो सके कि ड्राइव बेल्ट पुली के साथ कसकर फिट बैठता है और पावर ट्रांसमिशन सुचारू है।
(3) स्क्रू, बोल्ट और अन्य कनेक्टिंग भागों का व्यापक निरीक्षण करेंहाई स्पीड स्लिटिंग लाइन. किसी भी ढीले हिस्से को कस लें, विशेष रूप से ट्रांसमिशन के कनेक्टिंग हिस्सों और गाइड रोलर फिक्सिंग स्थिति पर ध्यान केंद्रित करते हुए, यह सुनिश्चित करने के लिए कि सभी हिस्से कसकर जुड़े हुए हैं और ऑपरेशन के दौरान कंपन और शोर को कम करते हैं।
(1) ब्लेड रखरखाव
-दैनिक निरीक्षण: हाई स्पीड स्लिटिंग मशीन शुरू करने से पहले, जांच लें कि ब्लेड में कोई खरोंच, जंग या सामग्री अवशेष है या नहीं। समय पर गंदगी साफ करें, एक विशेष क्लीनर से दाग हटा दें, और सूखने के बाद चिकनाई रोधी जंग एजेंट लगाएं।
-समय पर प्रतिस्थापन: ब्लेड की स्थिति का लॉग रखें। उन ब्लेडों को समय पर बदलें जो बुरी तरह से घिस चुके हैं या जिनके किनारे कटे हुए या टूटे हुए हैं, ताकि उनके समग्र प्रदर्शन पर असर पड़ने से बचा जा सकेहाई स्पीड स्लिटिंग लाइनब्लेड क्षति के कारण.
(2) स्नेहन प्रबंधन
-मुख्य भागों का स्नेहन: बीयरिंग, गियर, हाइड्रोलिक सिलेंडर, चेन और बेल्ट जैसे चलने वाले भागों को नियमित अंतराल पर चिकनाई दें। बियरिंग्स/गियर को प्रतिदिन कम-चिपचिपाहट वाले सिंथेटिक ग्रीस से, हाइड्रोलिक सिलेंडरों को हर 1000 घंटे में उच्च तापमान प्रतिरोधी हाइड्रोलिक तेल से और चेन/बेल्ट को मासिक रूप से लिथियम-आधारित ग्रीस से चिकना किया जाना चाहिए।
-स्नेहन से पहले साफ करें: अत्यधिक स्नेहन से बचने के लिए स्नेहन से पहले पुराने तेल के दागों को साफ करें जो धूल को सोख लेता है और स्नेहन प्रभाव को प्रभावित करता है।
(3) तनाव और अंशांकन
-तनाव नियंत्रण: भौतिक गुणों के अनुसार तनाव मापदंडों को समायोजित करें। उदाहरण के लिए, फिल्मों के लिए तनाव अपेक्षाकृत कम होना चाहिए, जबकि धातु की पन्नी के लिए, यह थोड़ा अधिक हो सकता है। रिवाइंडिंग के दौरान, आंतरिक परत संपीड़न को रोकने के लिए पतला तनाव का उपयोग करें।
-नियमित कैलिब्रेशन: ब्लेड सेंटरिंग और सेंसर को हर 3 से 6 महीने में कैलिब्रेट करें। उच्च उपयोग आवृत्ति के साथ उच्च गति स्लिटिंग लाइन के लिए, उच्च गति स्लिटिंग मशीन की सटीकता और स्थिर संचालन को सुनिश्चित करने के लिए अंशांकन चक्र को छोटा करें।
(4) ट्रांसमिशन सिस्टम का रखरखाव
-बेल्ट/चेन की जांच करें: बहुत अधिक टाइट होने के कारण फिसलन या अत्यधिक घिसाव से बचने के लिए बेल्ट/चेन के तनाव का साप्ताहिक निरीक्षण करें। गंभीर रूप से घिसे हुए बेल्ट/चेन के लिए समय पर सुधार या प्रतिस्थापन करें।
-बीयरिंग की जांच करें: हर तीन दिन में ट्रांसमिशन भागों में बीयरिंग की घिसाव की स्थिति की जांच करें। किसी भी असामान्य आवाज़ को सुनें और ज़्यादा गरम होने का एहसास करें। क्षतिग्रस्त बेयरिंग को तुरंत बदलें।
(5) विद्युत प्रणाली रखरखाव
- गर्मी अपव्यय को साफ करें: धूल संचय को रोकने और आवृत्ति कनवर्टर और सर्वो ड्राइवर के लिए अच्छा वेंटिलेशन सुनिश्चित करने के लिए हर महीने विद्युत बॉक्स के गर्मी अपव्यय छेद और प्रशंसकों को साफ करें।
-वायरिंग की जांच करें: हाई स्पीड स्लिटिंग लाइन ऑपरेशन को प्रभावित करने वाले विद्युत दोषों से बचने के लिए वायरिंग टर्मिनलों को कस लें और केबल की उम्र बढ़ने की जांच करें।
मानकीकृत रखरखाव के माध्यम से, की विफलता दरहाई स्पीड स्लिटिंग मशीनइसे 40% से अधिक कम किया जा सकता है, जिससे इसकी सेवा जीवन में उल्लेखनीय वृद्धि होगी!