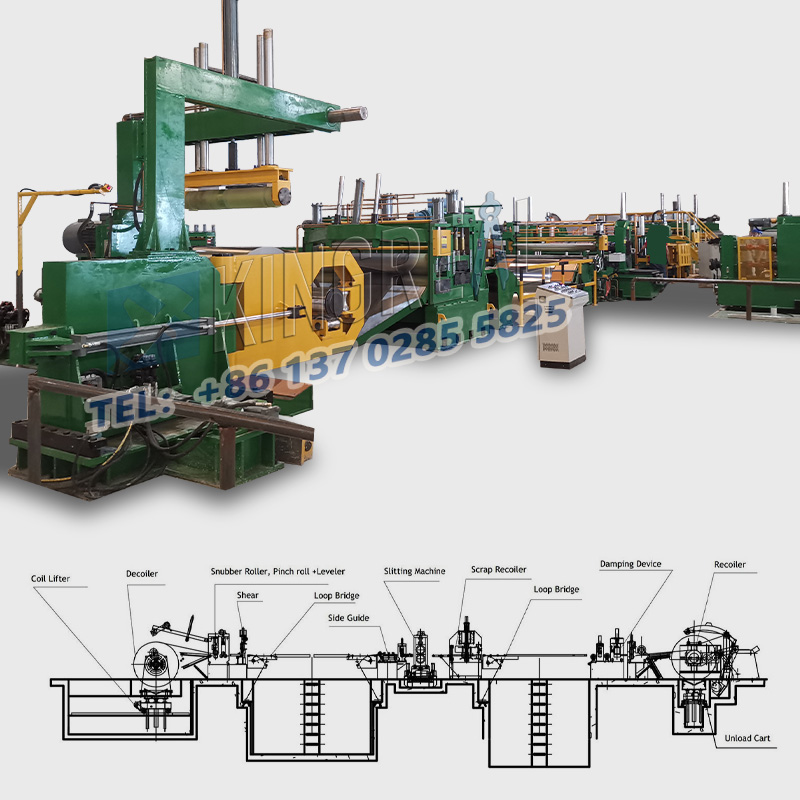
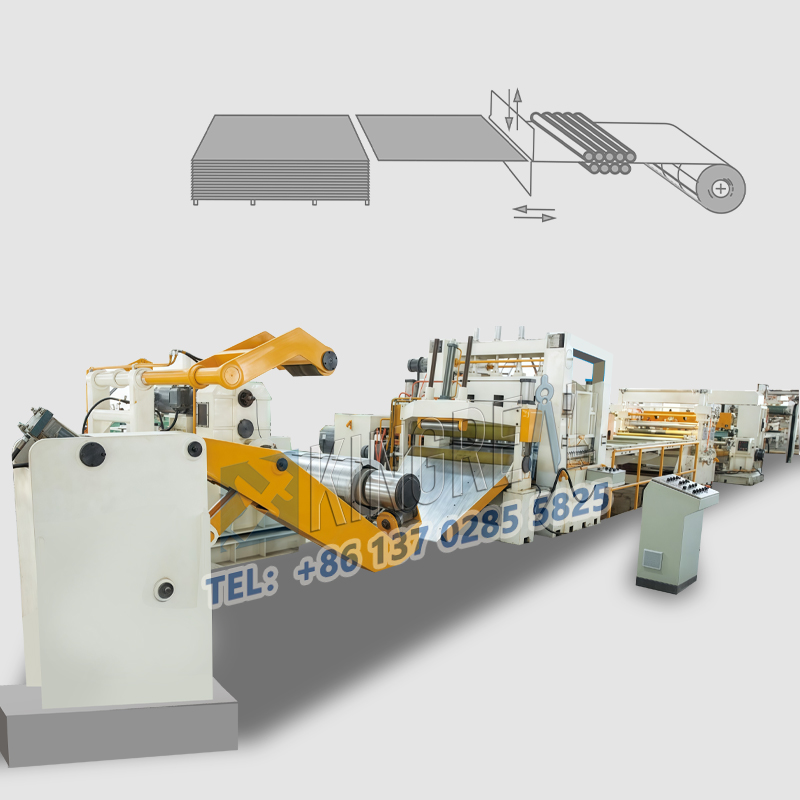
धातु काटने वाली मशीनेंधातु प्रसंस्करण उद्योग में व्यापक रूप से उपयोग किया जाता है, मुख्य रूप से धातु सामग्री के बड़े रोल को कई संकीर्ण पट्टियों में काटने के लिए। हालाँकि, वास्तविक संचालन के दौरान, धातु की स्लिटिंग लाइनों में विभिन्न असामान्यताएं अनुभव हो सकती हैं, जिससे प्रसंस्करण दक्षता कम हो सकती है या सामग्री बर्बाद हो सकती है। किंगरियल स्टील स्लिटर का यह लेख मेटल स्लिटिंग मशीनों के साथ कई सामान्य परिचालन समस्याओं का समाधान करेगा और उपयोगकर्ताओं को उनकी मेटल स्लिटिंग लाइनों का बेहतर उपयोग करने में मदद करने के लिए संबंधित समाधान प्रदान करेगा।
1.1 कुंडल पतन
स्लिटिंग के बाद, जब स्टील का तार रील से हटा दिया जाता है, तो यह अक्सर ढह जाता है और अंडाकार आकार का हो जाता है। इस घटना का मुख्य कारण वाइंडिंग प्रक्रिया के दौरान अपर्याप्त तनाव है, या स्टील पट्टी की सतह पर जंग-निवारक तेल की उपस्थिति है, जो परतों के बीच पर्याप्त घर्षण को रोकती है। इस समस्या के समाधान के लिए निम्नलिखित उपाय किये जा सकते हैं:
1.1.1 सुनिश्चित करें कि कुंडल विरूपण को रोकने के लिए वाइंडिंग प्रक्रिया के दौरान पर्याप्त तनाव लागू किया गया है।
1.1.2 स्टील पट्टी की सतह का नियमित रूप से निरीक्षण करें ताकि यह सुनिश्चित हो सके कि यह साफ और तेल से मुक्त है, इस प्रकार परतों के बीच अच्छा घर्षण सुनिश्चित होता है।
1.2 असमान स्टील कुंडल किनारे
असमान स्टील कॉइल किनारे मुख्य रूप से निम्नलिखित कारकों के कारण होते हैं:
1.2.1 खराब तनाव: वाइंडिंग की शुरुआत में कमजोर तनाव और वाइंडिंग के अंत में मजबूत तनाव के कारण असमान वाइंडिंग होती है। इससे बचने के लिए, वाइंडिंग की शुरुआत में तनाव बढ़ाना चाहिए और अंत में कम करना चाहिए।
1.2.2 असमान तनाव वितरण: यदि स्टील पट्टी को सीधे अग्रणी किनारे पर नहीं काटा जाता है, या काटने के दौरान क्लैंप स्टील पट्टी के अग्रणी किनारे को काटते हैं, तो इससे असमान तनाव वितरण हो जाएगा। ऑपरेशन से पहले, पुष्टि करें कि समान तनाव सुनिश्चित करने के लिए स्लिटिंग स्ट्रिप रील की सतह से कसकर जुड़ी हुई है।
1.2.3 लूप पिट में दोलन: यदि स्टील की पट्टी लूप पिट में अगल-बगल से दोलन करती है, और छोटे गाइड रोलर्स ठीक से तय नहीं किए गए हैं, तो इससे तनाव प्लेट कोण में परिवर्तन हो सकता है, जिसके परिणामस्वरूप असमान घुमाव हो सकता है। दोलन को कम करने के लिए, स्टील पट्टी की सतह से संपर्क करने के लिए लूप पिट के बाद एक कालीन या फेल्ट का उपयोग किया जा सकता है, और छोटे गाइड रोलर्स को ठीक किया जाना चाहिए।
1.2.4 गड़गड़ाहट उत्पन्न करना: संकीर्ण स्टील स्ट्रिप्स के लिए, काटने के दौरान दोनों तरफ बड़े गड़गड़ाहट या असंगत गड़गड़ाहट के कारण असमान घुमाव हो सकता है। लूप पिट में ऊपर की ओर बर्स वाली स्टील स्ट्रिप को पलटने की सिफारिश की जाती है ताकि बर्र्स नीचे की ओर हों, जिससे इस समस्या को प्रभावी ढंग से रोका जा सके।
काटने के बाद, स्टील की पट्टी पार्श्व झुकने जैसी विकृति प्रदर्शित कर सकती है। कारण काफी जटिल हैं:
2.1 असमान कतरनी अंतर:
एक परधातु काटने की मशीन, कटर शाफ्ट कंधे पर गलत संदर्भ बिंदु, कटर शाफ्ट बीयरिंग की अत्यधिक अक्षीय निकासी, या स्पेसर या इसकी मोटाई में त्रुटियां सभी असमान कतरनी अंतराल का कारण बन सकती हैं, जिसके परिणामस्वरूप विरूपण हो सकता है। यह सुनिश्चित करने के लिए कि मेटल स्लिटिंग लाइन का सामान्य संचालन नियमित रूप से निरीक्षण और कैलिब्रेट करने से इस स्थिति को प्रभावी ढंग से रोका जा सकता है।
2.2 सामग्री की मोटाई भिन्नता:
चौड़ी सामग्री के मध्य और किनारे के हिस्सों के बीच मोटाई का अंतर एक आम समस्या है, खासकर लुढ़की हुई सामग्री में। मेटल स्लिटिंग लाइन की सटीकता और समायोजन तकनीकों में अंतर के कारण, विभिन्न निर्माताओं की सामग्रियों की मोटाई में भी भिन्नता होती है। प्रसंस्करण से पहले मोटाई परीक्षण करने और वास्तविक मोटाई अंतर के अनुसार समायोजित करने की सिफारिश की जाती है।
2.3 आधार सामग्री का झुकना:
रोलिंग के दौरान आधार सामग्री में उत्पन्न आंतरिक तनाव को संभावित अवशिष्ट तनाव कहा जाता है। अनुदैर्ध्य स्लिटिंग के बाद तनाव संतुलन के नुकसान के कारण स्टील पट्टी झुक सकती है। इसलिए, उच्च गुणवत्ता वाले कच्चे माल का चयन करना और रोलिंग प्रक्रिया को अनुकूलित करना महत्वपूर्ण समाधान हैं।
2.4 असंगत गड़गड़ाहट या किनारे:
यदि कुंडलीकरण के दौरान बड़े गड़गड़ाहट वाले किनारे पर प्लेट की मोटाई अधिक है, तो इससे कुंडल का व्यास बड़ा हो जाएगा और तुरही के आकार का मोड़ बन जाएगा। इसे संबोधित करने के लिए, दूसरी तरफ उचित मोटाई का कागज डाला जा सकता है या स्लिटिंग प्रक्रिया अपनाई जा सकती है।
2.5 पट्टी के लहरदार किनारे:
कुंडलन प्रक्रिया के दौरान, गड़गड़ाहट की उपस्थिति से स्टील पट्टी के किनारे पर मोटाई बढ़ सकती है, जिसके परिणामस्वरूप किनारा लंबा हो सकता है। मेटल स्लाटिंग मशीन के संचालन के दौरान, पार्श्व दबाव को कम करने के लिए क्षैतिज निकासी को बढ़ाने की आवश्यकता होती है। इसके अलावा, काटी जाने वाली सामग्री के लिए उपयुक्त ब्लेड का उपयोग करने और ब्लेड की घिसाव को कम करने से भी इस समस्या को हल करने में मदद मिलती है।
3.1 ब्लेड द्वारा पकड़ा गया
एक संकीर्ण स्टील पट्टी को चीरते समय, यदि उंगली के आकार की दबाव प्लेट दो बाहरी ब्लेडों के बीच के अंतर को पूरी तरह से नहीं भरती है, तो स्टील की पट्टी दो बाहरी ब्लेडों द्वारा पकड़ी जा सकती है, जिसके परिणामस्वरूप सिलवटें पड़ सकती हैं। इस समस्या को रोकने के लिए एक प्रभावी रणनीति एक फ्लैट प्रेशर प्लेट के साथ बाहरी ब्लेड के बीच के अंतर को भरना है और यह सुनिश्चित करना है कि घर्षण को कम करने के लिए ब्लेड पर नियमित रूप से मिट्टी का तेल लगाया जाए।
3.2 घुमावदार ड्रम जबड़ों पर क्रीज़िंग
मेटल स्लिटिंग मशीनों पर, यदि स्टील की पट्टी पहली वाइंडिंग पास के दौरान वाइंडिंग ड्रम के खिलाफ कसकर फिट नहीं होती है, तो बाद की वाइंडिंग के दौरान सिलवटें आ सकती हैं। इससे बचने के लिए, वाइंडिंग ड्रम के जबड़ों की नियमित रूप से जांच की जानी चाहिए, और यह सुनिश्चित किया जाना चाहिए कि वाइंडिंग की शुरुआत में स्टील की पट्टी ड्रम से सुरक्षित रूप से और कसकर जुड़ी हुई है।
4.1 दबाव प्लेटों के कारण ब्लेड के निशान
यदि प्रेशर प्लेट की ऊंचाई गाइड प्लेट के साथ असंगत है, तो इससे स्टील स्ट्रिप पर अत्यधिक दबाव पड़ सकता है, जिसके परिणामस्वरूप ब्लेड के निशान पड़ सकते हैं। इसलिए, प्रेशर प्लेट की ऊंचाई को नियमित रूप से जांचना और समायोजित करना चाहिए ताकि यह सुनिश्चित हो सके कि यह गाइड प्लेट की ऊंचाई के अनुरूप है।
4.2 ब्लेड प्रेशर प्लेट का कंपन
जब ब्लेड प्रेशर प्लेट ऊपर और नीचे कंपन करती है, तो इससे ब्लेड के निशान भी पड़ सकते हैं। ये ब्लेड के निशान आमतौर पर रुक-रुक कर होते हैं, और मुख्य कारणों में स्पिंडल का झुकना, ब्लेड और स्पिंडल के बीच अत्यधिक निकासी, और ब्लेड के दूसरी तरफ धातु के मलबे का सिंटरिंग शामिल है। स्पिंडल की स्थिति की जांच करना और ब्लेड को साफ रखने से ब्लेड के निशान की घटना को प्रभावी ढंग से कम किया जा सकता है।
धातु काटने वाली रेखाएँदैनिक उपयोग के दौरान अनिवार्य रूप से विभिन्न समस्याओं का सामना करना पड़ता है, लेकिन सावधानीपूर्वक निरीक्षण और रखरखाव के माध्यम से कई समस्याओं से बचा जा सकता है या कम किया जा सकता है। धातु काटने वाली मशीनों के लिए सामान्य समस्याओं और उनके समाधानों को समझने और उनमें महारत हासिल करने से उपयोगकर्ताओं को उत्पादन प्रक्रियाओं को अनुकूलित करने और कार्य कुशलता में सुधार करने में मदद मिल सकती है। किंगरियल स्टील स्लिटर को उम्मीद है कि उपरोक्त सुझाव आपकी मेटल स्लिटिंग लाइन का उपयोग करने में आपके लिए मूल्यवान संदर्भ प्रदान करेंगे और इसके निरंतर और कुशल संचालन को सुनिश्चित करेंगे। यदि आपके कोई प्रश्न हैं, तो कृपया बेझिझक किंग्रियल स्टील स्लिटर से संपर्क करें!