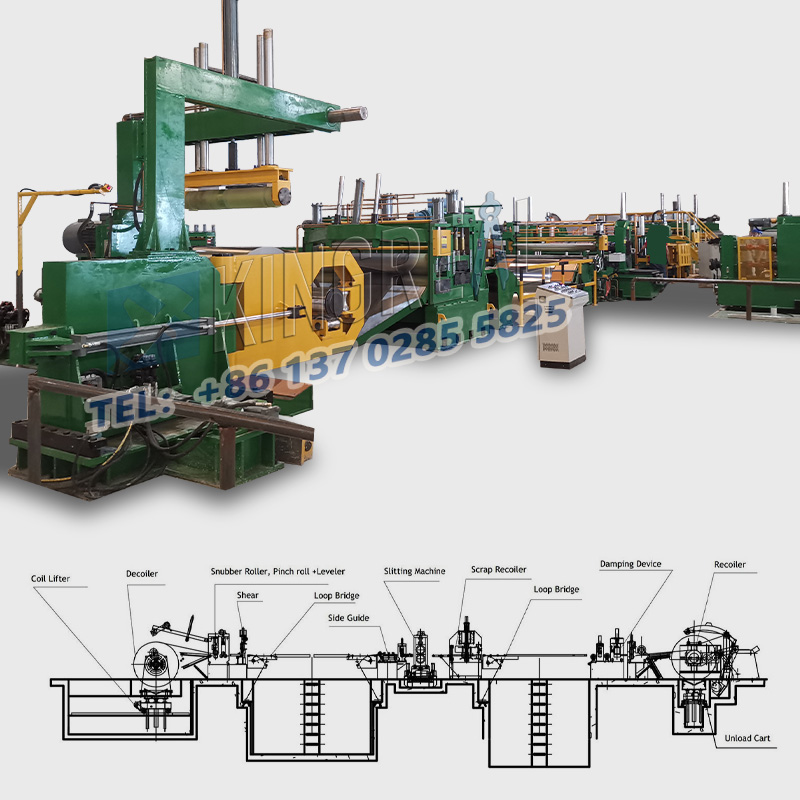
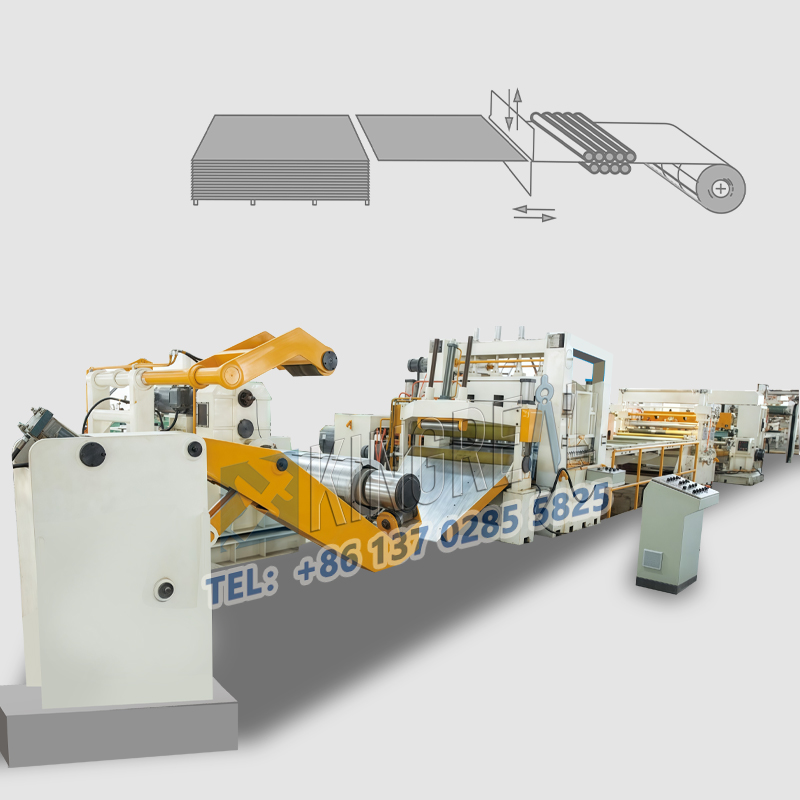
स्टील कॉइल स्लिटिंग लाइनेंउच्च परिशुद्धता और बिना किसी गड़गड़ाहट के साथ संकीर्ण स्ट्रिप्स का उत्पादन करने के लिए सामग्री के चौड़े रोल को खोलना, काटना और रिवाइंड करना जैसे कार्य करना। हालाँकि, स्टील कॉइल स्लिटिंग मशीन के संचालन के दौरान कुछ असामान्य घटनाएं घटित हो सकती हैं, जिनमें असामान्य घुमावदार आकार और शीट धातु प्रसंस्करण विरूपण शामिल हैं। किंगरियल स्टील स्लिटर का यह लेख कुशल संचालन सुनिश्चित करने के लिए स्टील कॉइल स्लिटिंग लाइनों में आम समस्याओं को कैसे हल किया जाए, इसका विस्तृत विवरण प्रदान करेगा।
1. मुलायम कुंडल
-घटना: ढीलेपन के कारण, स्टील कॉइल को रिवाइंडिंग मशीन शाफ्ट से हटाते ही एक अंडाकार आकार की नरम कॉइल विकसित हो जाती है।
-समाधान: सुनिश्चित करें कि वाइंडिंग की शुरुआत में पर्याप्त तनाव हो, फिर कॉइल की मात्रा बढ़ने पर धीरे-धीरे दबाव कम करें। उचित तनाव समायोजन नरम कुंडलियों की घटना को प्रभावी ढंग से रोक सकता है।
2. असमान घुमाव
-घटना: स्टील का तार गलत वाइंडिंग के कारण टेलीस्कोपिक रूप दिखाता है।
-कारण और समाधान:
ए. अपर्याप्त तनाव: यदि प्रारंभिक तनाव कम है, तो परिष्करण के दौरान गलत संरेखण उत्पन्न होना तय है। वाइंडिंग से शुरुआत करके तनाव बढ़ाने की सलाह दी जाती है; कॉइल की मात्रा बढ़ने पर इसे उत्तरोत्तर कम करें।
बी. असंतुलित तनाव: खराब कटिंग कोण या गाइड मिसलिग्न्मेंट प्रत्येक पक्ष पर अनियमित लंबाई उत्पन्न कर सकता है। सुनिश्चित करें कि तनाव भिन्नता की संभावना को कम करने में मदद के लिए रिवाइंडिंग मशीन सही ढंग से संरेखित है; इसकी सेटिंग्स जांचें.
सी. खराब आंतरिक क्लैंप जुड़ाव स्थिति: असंगत जुड़ाव तनाव परिवर्तन का कारण बनता है; स्थिरता सुनिश्चित करने के लिए विभाजक स्थिति को पुन: समायोजित करने की आवश्यकता है।
डी. स्टील की पट्टी लूप में बाएँ और दाएँ झूलती है: नीचे दबाने के लिए फेल्ट जैसी नरम सामग्री का उपयोग करने से झूलने को प्रभावी ढंग से रोका जा सकता है।
ई. उत्पादन लाइन का रुकना: रुकने के बाद पुनः आरंभ करते समय, स्थिर वाइंडिंग दबाव बनाए रखने के लिए तनाव पुनर्प्राप्ति पर ध्यान देना चाहिए।
एफ. अनुचित विभाजक चौड़ाई सेटिंग: सुनिश्चित करें कि विभाजक चौड़ाई उचित रूप से सेट की गई है, आम तौर पर तैयार उत्पाद की चौड़ाई और प्लेट की मोटाई।
3. भीतरी व्यास आर्किंग
-घटना: वाइंडिंग प्रक्रिया के दौरान, रिवाइंडिंग मशीन से हटाए जाने पर स्टील का तार अचानक आंतरिक व्यास में आर्किंग प्रदर्शित करता है।
-कारण: यह आमतौर पर अत्यधिक घुमावदार तनाव से संबंधित होता है, खासकर मोटी प्लेटों को संसाधित करते समय।
-समाधान: दबाव को समायोजित करें और आंतरिक व्यास में जलन से बचने के लिए समान तनाव सुनिश्चित करें।
1. साँप की तरह झुकना (सिकल बेंड)
-घटना: कतरनी के कारण स्टील का तार चौड़ाई की दिशा में झुक जाता है।
-कारण और प्रतिउपाय:
ए. कच्चे माल की समस्याएं: मूल कुंडल में अवशिष्ट तनाव कतरनी के बाद निकल जाता है। सामग्री प्रसंस्करण के दौरान तनाव राहत उपचार करने की सिफारिश की जाती है।
बी. गड़गड़ाहट की समस्या: गड़गड़ाहट के कारण किनारे की मोटाई असमान हो जाती है। प्रसंस्करण के दौरान गड़गड़ाहट से बचने के लिए तेज़ उपकरण बनाए रखें।
सी. असमान ब्लेड गैप: कुछ क्षेत्रों में अत्यधिक बड़े या छोटे गैप के कारण होने वाले खिंचाव के अंतर से बचने के लिए एक समान ब्लेड गैप सुनिश्चित करें।
डी. रिकॉइलर का एकल-पक्षीय तनाव: एकसमान समग्र तनाव बनाए रखें, और स्थिरता सुनिश्चित करने के लिए विभाजक और तनाव प्लेटों को समायोजित करें।
ई. अत्यधिक तंग साइड गाइड: अत्यधिक जकड़न से बचने के लिए स्लिटिंग के दौरान साइड गाइड को उचित रूप से समायोजित करें।
2. किनारे की लहरें
-घटना: स्टील पट्टी के किनारे खिंचाव के कारण विकृत हो जाते हैं।
-कारण और प्रतिउपाय:
ए. गड़गड़ाहट के कारण होने वाली धार तरंगें: गड़गड़ाहट की निगरानी को मजबूत करें और उन्हें तुरंत संभालें।
बी. मापने वाले रोलर से अत्यधिक दबाव: अधिक खिंचाव को रोकने के लिए रोलर दबाव मापदंडों को समायोजित करें।
सी. काटने वाले उपकरणों की साइड घिसाव: काटने की गुणवत्ता की गारंटी के लिए, अक्सर काटने वाले उपकरण की स्थिति की जांच करें।
डी. साइड गाइड में ऊंचाई का अंतर: स्थिरता सुनिश्चित करने के लिए काटने के उपकरण की ऊंचाई की नियमित जांच करें।
ई. रिकॉइलर से पहले डिफ्लेक्शन रोलर का घिसाव: समान तनाव सुनिश्चित करने के लिए सामने वाले रोलर के घिसाव को नियमित रूप से मापें।
3. कमर की सिलवटें
-घटना: स्टील प्लेट की चौड़ाई दिशा में सिलवटों के माध्यम से दिखाई देना।
-कारण और प्रतिउपाय:
ए. काटने वाले चाकू के कारण होने वाली सिलवटें: रबर के छल्लों के आकार को समायोजित करें ताकि उन्हें काटने वाले उपकरणों द्वारा पकड़े जाने से बचाया जा सके।
बी. कच्चे माल के आकार की समस्याएं: तीन-रोल लेवलिंग मशीन का उपयोग करें और काटने के चरण से पहले गुणवत्ता जांच करें।
सी. विस्तार और संकुचन ड्रम के साथ समस्याएं: असमानता से बचने के लिए विस्तार और संकुचन प्रक्रिया के दौरान स्टील पट्टी और ड्रम के बीच अच्छा संपर्क सुनिश्चित करें।
4. घुमावदार निशान
-घटना: रिकोइलर के विस्तार और संकुचन ड्रम की सतह की असमानता घुमावदार गुणवत्ता को प्रभावित करती है।
-प्रतिउपाय: नियमित रूप से विस्तारित और सिकुड़ने वाले ड्रम की सतह का निरीक्षण करें और इसे तुरंत पुन: समायोजित करें या बदलें।
5. झुर्रियाँ
-घटना: स्टील प्लेट की सतह पर झुर्रियाँ दिखाई देती हैं।
-कारण और समाधान:
ए. लाइनर पेपर मुद्दे: लाइनर पेपर की गुणवत्ता सुनिश्चित करें और ओवरलैपिंग और झुर्रियों से बचें।
बी. रबर रिंग की समस्याएं: यह सुनिश्चित करने के लिए रबर रिंग की स्थिति की नियमित रूप से जांच करें कि वे ढीले तो नहीं हैं।
सी. अनुचित तनाव समायोजन: झुर्रियों को रोकने के लिए तनाव प्लेट के समायोजन को मजबूत करें।
समस्या निवारण करते समयस्टील कॉइल स्लिटिंग लाइनखराबी के लिए व्यवस्थित दृष्टिकोण अपनाया जाना चाहिए। आमतौर पर निम्नलिखित चरणों का पालन किया जा सकता है:
-डेटा रिकॉर्डिंग: खराबी होने पर ऑपरेटिंग वातावरण, समय और सेट पैरामीटर रिकॉर्ड करें।
-ऑन-साइट निरीक्षण: स्टील कॉइल स्लिटिंग मशीन की कार्यशील स्थिति का निरीक्षण करने के लिए एक दृश्य निरीक्षण करें।
-ऑपरेटर के साथ संवाद करें: खराबी आने से पहले ऑपरेटर से ऑपरेटिंग चरणों के बारे में पूछें।
-चरण-दर-चरण समस्या निवारण: उपरोक्त दोष वर्गीकरण के अनुसार संभावित समस्याओं की एक-एक करके जाँच करें।
-उपकरण का उपयोग: माप और समायोजन के लिए आवश्यक उपकरणों और यंत्रों का उपयोग करें।
किंगरियल स्टील स्लिटर को उम्मीद है कि इस लेख के माध्यम से, आप संचालन में आने वाली विभिन्न समस्याओं से प्रभावी ढंग से निपट सकते हैंस्टील कॉइल स्लिटिंग लाइनऔर स्थिर और निरंतर उत्पादन सुनिश्चित करें। खराबी को रोकने के लिए नियमित रखरखाव और पेशेवर प्रशिक्षण भी महत्वपूर्ण उपाय हैं।