संकीर्ण पट्टियों की गुणवत्ता की गारंटी के लिए सबसे महत्वपूर्ण कारकों में से एक सटीक स्लाटिंग है। चाहे स्टेनलेस स्टील, स्टील, एल्यूमीनियम मिश्र धातु, तांबा, पीपीजीआई, कोल्ड-रोल्ड, या हॉट-रोल्ड, स्लिटिंग के दौरान कड़ी सहनशीलता बनाए रखना तुरंत उत्पाद की गुणवत्ता, डाउनस्ट्रीम प्रसंस्करण दक्षता और ग्राहक संतुष्टि से जुड़ा होता है। स्लिट की चौड़ाई, किनारे की खराबी या सामग्री की वक्रता में छोटे अंतर के लिए भी संकीर्ण पट्टियों को अस्वीकार किया जा सकता है।
तो, आप इसे ठीक से कैसे संचालित कर सकते हैं?स्टील स्ट्रिप स्लिटिंग लाइनकड़ी सहनशीलता हासिल करने के लिए? यह आलेख पांच प्रमुख पहलुओं की जांच करता है: स्टील स्ट्रिप स्लिटिंग मशीन सेटअप, तनाव नियंत्रण, उपकरण कॉन्फ़िगरेशन, सामग्री हैंडलिंग, और स्टील स्ट्रिप स्लिटिंग लाइन रखरखाव।

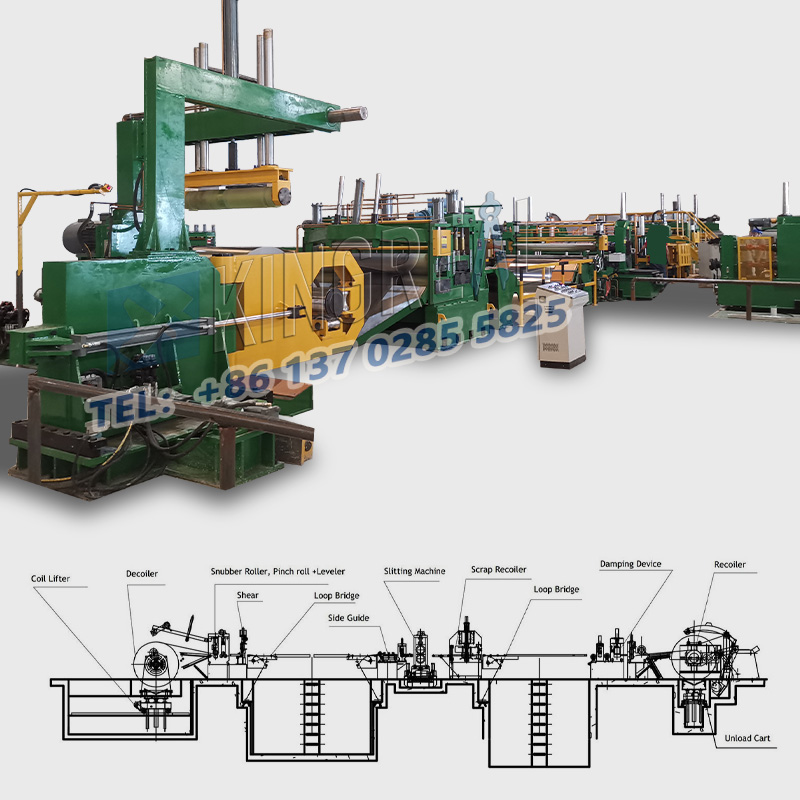
का प्रारंभिक सेटअपस्टील स्ट्रिप स्लिटिंग मशीनस्लिटिंग सहिष्णुता प्राप्त करने के लिए मौलिक है। स्टार्टअप से पहले पांच प्रमुख पहलुओं पर ध्यान दिया जाना चाहिए:
-स्टील स्ट्रिप स्लिटिंग लाइन संरेखण: सामग्री चलाने से पहले, मैंड्रेल के संरेखण (सटीक कोर संचालन सुनिश्चित करने के लिए), स्लिटिंग अक्ष (अनवाइंड/रिवाइंड अक्ष के समानांतर), और स्टील स्ट्रिप स्लिटिंग मशीन बेस की जांच करें। गलत संरेखण के कारण होने वाली त्रुटियों से बचने के लिए सटीक घटक स्थिति सुनिश्चित करने के लिए लेजर संरेखण उपकरण का उपयोग किया जाता है।
-चुंबकीय कोर चयन और स्थापना: आंतरिक व्यास वाला एक गोलाकार, सीधा चुंबकीय कोर चुनें जो स्टील स्ट्रिप स्लिटिंग मशीन शाफ्ट से मेल खाता हो। सुनिश्चित करें कि फिसलन या विरूपण को रोकने के लिए इसे सुरक्षित रूप से स्थापित किया गया है। कोर संकेंद्रितता की गलतियाँ स्लिटिंग एपर्चर तक जा सकती हैं, इसलिए किनारे की गुणवत्ता और चौड़ाई सटीकता से समझौता हो सकता है।
-टूल पोजिशनिंग: कैलिब्रेशन मीटर या स्टील स्ट्रिप स्लिटिंग लाइन के लिए सत्यापित डिजिटल रीडआउट का उपयोग करके ऑर्डर विनिर्देशों के अनुसार स्लिटिंग चौड़ाई निर्धारित करने के लिए टूल स्थिति को सटीक रूप से समायोजित करें। यह सुनिश्चित करने के लिए स्टार्टअप से पहले जांच लें कि स्थानांतरण और विचलन को रोकने के लिए उपकरण अपनी जगह पर लॉक है।
-रोल गाइड: असमान तनाव और काटने के विचलन को रोकने के लिए, आयामी स्थिरता सुनिश्चित करने के लिए स्लिटिंग क्षेत्र में प्रवेश करने से पहले रोल को केंद्र में रखने के लिए प्रारंभिक गाइड स्थिति को समायोजित करें।
-प्रोग्राम सत्यापन: यदि स्टील स्ट्रिप स्लिटिंग मशीन प्रोग्राम करने योग्य है, तो पुष्टि करें कि सही प्रोग्राम लोड किया गया है और तनाव वक्र और स्लिटिंग गति जैसे पैरामीटर पैरामीटर त्रुटियों से बचने के लिए ऑपरेटिंग आवश्यकताओं को पूरा करते हैं जो सहनशीलता को प्रभावित कर सकते हैं।
 |
 |
स्थिर तनाव स्लाटिंग सहनशीलता की कुंजी है और इसके लिए चार प्रमुख क्षेत्रों में प्रबंधन की आवश्यकता होती है:
-तनाव संगति: पूरे समय एक समान तनाव बनाए रखेंस्टील स्ट्रिप स्लिटिंग मशीनखोलने, काटने से लेकर पुनःवाइंड करने तक की प्रक्रिया। सामग्री की चौड़ाई में परिवर्तन, खिंचाव, किनारे की लहर, झुकना और सहनशीलता सभी तनाव परिवर्तन से गंभीर रूप से प्रभावित होते हैं।
-ज़ोन नियंत्रण: आधुनिक स्टील स्ट्रिप स्लिटिंग लाइनों में अनवाइंडिंग, स्लिटिंग और रिवाइंडिंग के लिए स्वतंत्र तनाव क्षेत्र होते हैं। लोड कोशिकाओं और तनाव नियामकों को नियमित रूप से अंशांकित किया जाना चाहिए।
-भौतिक विशेषताओं के आधार पर तनाव निर्धारित किया जाना चाहिए: बहुत कम होने से फिसलन और खराब ट्रैकिंग हो सकती है; बहुत अधिक होने से सामग्री खिंच सकती है, जिससे किनारों में विकृति आ सकती है।
-रिवाइंडिंग: संपीड़ित सामग्रियों के लिए, कोर पर एक उच्च तनाव लागू किया जाता है, रोल व्यास बढ़ने पर धीरे-धीरे कम हो जाता है ताकि बिना खींचे एक स्थिर रोल सुनिश्चित हो सके। अनुचित टेपर के कारण किनारों को नुकसान हो सकता है, असमान घुमाव हो सकता है और चौड़ाई की स्थिरता में समझौता हो सकता है।
-सामग्री ज्ञान: विभिन्न सामग्रियों के लिए अलग-अलग स्ट्रेचिंग रणनीतियों की आवश्यकता होती है। सामग्री के लोचदार मापांक और उपज शक्ति को जानना आवश्यक है ताकि सामग्री क्षति या सहनशीलता के उल्लंघन से बचने के लिए एक उपयुक्त तनाव योजना तैयार की जा सके।
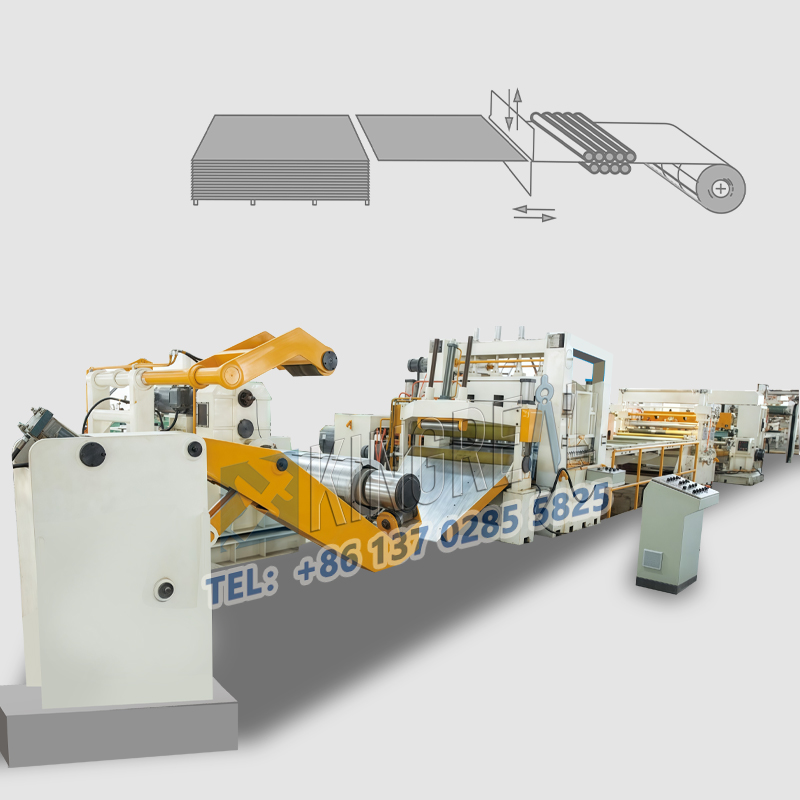
टूल सेटिंग्स चार प्रमुख पहलुओं पर ध्यान केंद्रित करते हुए कट गुणवत्ता और आयामी सटीकता निर्धारित करती हैं:
-उपकरण की तीक्ष्णता: एक कुंद उपकरण सामग्री को निचोड़ या फाड़ सकता है, गड़गड़ाहट पैदा कर सकता है और सहनशीलता का उल्लंघन कर सकता है। तेज किनारों को बनाए रखने के लिए, सामग्री की पहनने की विशेषताओं और प्रसंस्करण चक्र के आधार पर उपकरण को तेज करने/प्रतिस्थापन करने का शेड्यूल निर्धारित किया जाना चाहिए।
-स्टील स्ट्रिप स्लिटिंग लाइन संरेखण: सामग्री चलाने से पहले, मैंड्रेल के संरेखण (सटीक कोर संचालन सुनिश्चित करने के लिए), स्लिटिंग अक्ष (अनवाइंड/रिवाइंड अक्ष के समानांतर), और स्टील स्ट्रिप स्लिटिंग मशीन बेस की जांच करें। गलत संरेखण के कारण होने वाली त्रुटियों से बचने के लिए सटीक घटक स्थिति सुनिश्चित करने के लिए लेजर संरेखण उपकरण का उपयोग किया जाता है।
-कोण अनुकूलन: रेजर-प्रकार की स्टील स्ट्रिप स्लिटिंग मशीनों के लिए, टूल घिसाव के साथ कट की गुणवत्ता को संतुलित करने के लिए सामग्री के अनुसार ब्लेड कोण को समायोजित करें। कतरनी-प्रकार की स्टील स्ट्रिप स्लिटिंग लाइनों के लिए शीर्ष और निचले ब्लेड के बीच अंतर और ओवरलैप को ठीक करें (निर्माता के चार्ट से परामर्श लें और भौतिक गुणों को ध्यान में रखें)। अनुचित अंतराल या ओवरलैप के कारण गड़गड़ाहट और खुरदरे किनारे हो सकते हैं।
-ऑपरेशनल स्थिरता: सुनिश्चित करें किस्टील स्ट्रिप स्लिटिंग मशीनका ब्लेड कैरिज ब्लेड अक्ष के समानांतर है और रोटरी ब्लेड के रेडियल रनआउट को "बकबक" के निशान और अस्थिर किनारे की गुणवत्ता से बचने के लिए कम से कम किया जाता है।
 |
 |
मानकीकृत सामग्री प्रबंधन सामग्री-प्रेरित सहनशीलता भिन्नता को रोक सकता है। चार प्रमुख क्षेत्रों पर ध्यान दें:
-संयुक्त अखंडता: जोड़ों की विफलता या अत्यधिक मोटाई से बचने के लिए मजबूत, समान रूप से मोटे जोड़ों का उपयोग करें, जिससे उपकरण जाम हो सकता है, तनाव में उतार-चढ़ाव हो सकता है और कटे हुए किनारे को नुकसान हो सकता है।
-एज मार्गदर्शन: सक्रिय वेब गाइड का उपयोग यह सुनिश्चित करने के लिए किया जाता है कि वेब स्लिटिंग क्षेत्र में केंद्रित है, जिससे वेब विचलन को रोका जा सके जिसके परिणामस्वरूप असमान चौड़ाई और खराब बाहरी पट्टी किनारे की गुणवत्ता होती है।
-रोल हैंडलिंग: रोल को लोड और अनलोड करने के लिए क्रेन और शाफ्ट होइस्ट का उपयोग करें। ऐसे प्रभावों या बूंदों से बचें जो कोर को नुकसान पहुंचा सकते हैं और इसकी सांद्रता को प्रभावित कर सकते हैंस्टील स्ट्रिप स्लिटिंग लाइनस्थापना. किनारे की क्षति और विरूपण को रोकने के लिए तैयार रोल को सावधानी से संभालें।
-मलबा प्रबंधन: स्लिटिंग क्षेत्र को साफ रखें और मलबे को वेब को विक्षेपित करने, कटर के साथ हस्तक्षेप करने, या रोल में फंसने, गुणवत्ता और सहनशीलता को प्रभावित करने से रोकने के लिए तुरंत हटा दें।
रखरखाव स्थिर सुनिश्चित करता हैस्टील स्ट्रिप स्लिटिंग लाइनपांच प्रमुख क्षेत्रों पर ध्यान केंद्रित करके संचालन और सहनशीलता सटीकता:
-निवारक रखरखाव: निर्माता के शेड्यूल के अनुसार घटक संरेखण, बीयरिंग, बेल्ट तनाव, गियर घिसाव और वायवीय/हाइड्रोलिक सिस्टम की जांच करें, और संभावित समस्याओं का तुरंत समाधान करें।
-स्नेहन प्रबंधन: अधिक-चिकनाई (खराब गर्मी अपव्यय) या कम-चिकनाई (उच्च घर्षण) से बचने के लिए निर्दिष्ट समय, मात्रा और प्रकार के अनुसार चिकनाई करें जो घटक पहनने और कंपन का कारण बन सकता है।
-घटक पहनने का निरीक्षण: बीयरिंग, शाफ्ट और गियर जैसे प्रमुख घटकों का नियमित रूप से निरीक्षण करें, और कंपन, फिसलन और गलत संरेखण को सहनशीलता को प्रभावित करने से रोकने के लिए किसी भी गंभीर रूप से खराब हो चुके घटकों को तुरंत बदलें।
-कैलिब्रेशन और रखरखाव: अनकैलिब्रेटेड उपकरणों के कारण होने वाली माप त्रुटियों को रोकने के लिए टेंशन सेंसर, लोड सेल और डिजिटल पोजिशनिंग सिस्टम को नियमित रूप से कैलिब्रेट करें, जो पैरामीटर सेटिंग्स को प्रभावित कर सकते हैं।
-सफाई: सुचारू संचालन सुनिश्चित करने और समस्या का पता लगाने की सुविधा के लिए स्टील स्ट्रिप स्लिटिंग मशीन को धूल, ग्रीस और मलबे से साफ करें, विशेष रूप से बीयरिंग, गाइड रेल और सेंसर के आसपास।