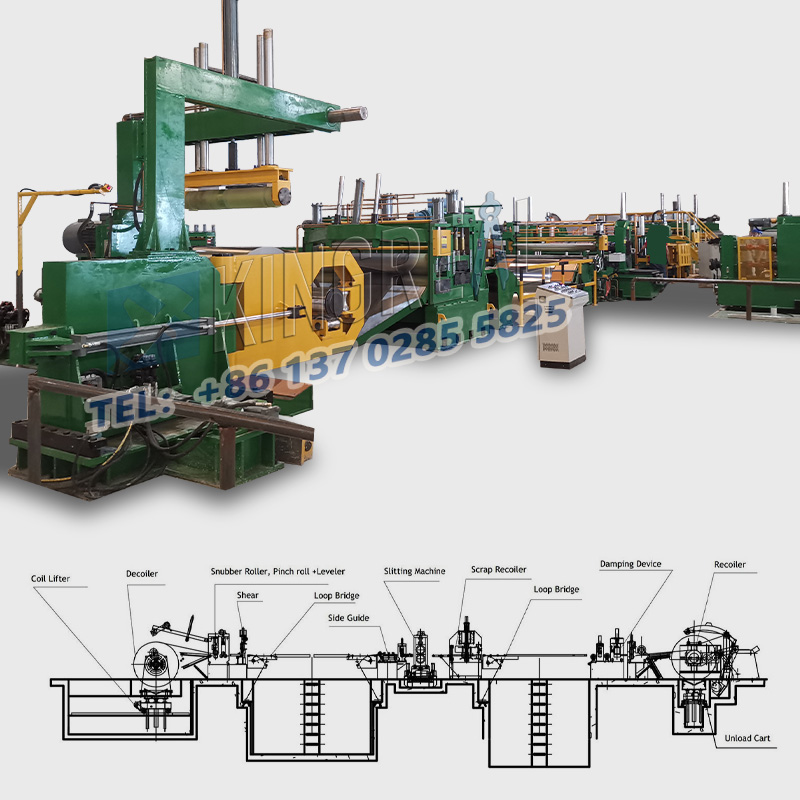
धातु काटने वाली मशीनेंसंकीर्ण स्ट्रिप्स का उत्पादन करने के लिए उपयोग किया जाता है जो अनकॉइलिंग, स्लिटिंग और रीकॉइलिंग जैसी प्रक्रियाओं के माध्यम से स्टेनलेस स्टील, स्टील, एल्यूमीनियम, तांबा, हॉट-रोल्ड, कोल्ड-रोल्ड और पीपीजीआई जैसे धातु कॉइल से ग्राहकों की आवश्यकताओं को पूरा करते हैं। ये धातु स्लिटिंग लाइनें धातु प्रसंस्करण के क्षेत्र में व्यापक रूप से लागू होती हैं। धातु कुंडलियों के बारीक प्रसंस्करण में एक महत्वपूर्ण कड़ी के रूप में, धातु काटने वाली मशीन कच्चे माल को डाउनस्ट्रीम तैयार उत्पादों के उत्पादन से जोड़ती है। उनमें से, ऑटोमोटिव पार्ट्स, घरेलू उपकरण शैल और पाइप विनिर्माण जैसे क्षेत्रों में धातु स्लिटिंग लाइनों की मांग विशेष रूप से मजबूत है।
डिकॉयलर का उपयोग स्टील स्ट्रिप्स और एल्यूमीनियम स्ट्रिप्स जैसे धातु कॉइल्स को स्थिर रूप से जारी करने के लिए किया जाता है, जिससे कॉइल्स को विचलन या असमान तनाव से बचाया जा सके। आम तौर पर, मेटल स्लिटिंग मशीन से सुसज्जित डिकॉयलर में एक कॉइल सपोर्ट शाफ्ट और एक तनाव नियंत्रण प्रणाली शामिल होती है। कुछ धातु काटने वाली मशीनें विभिन्न चौड़ाई/मोटाई के धातु कॉइल के अनुकूल होने के लिए एक स्वचालित सेंटरिंग डिवाइस से भी सुसज्जित हैं।

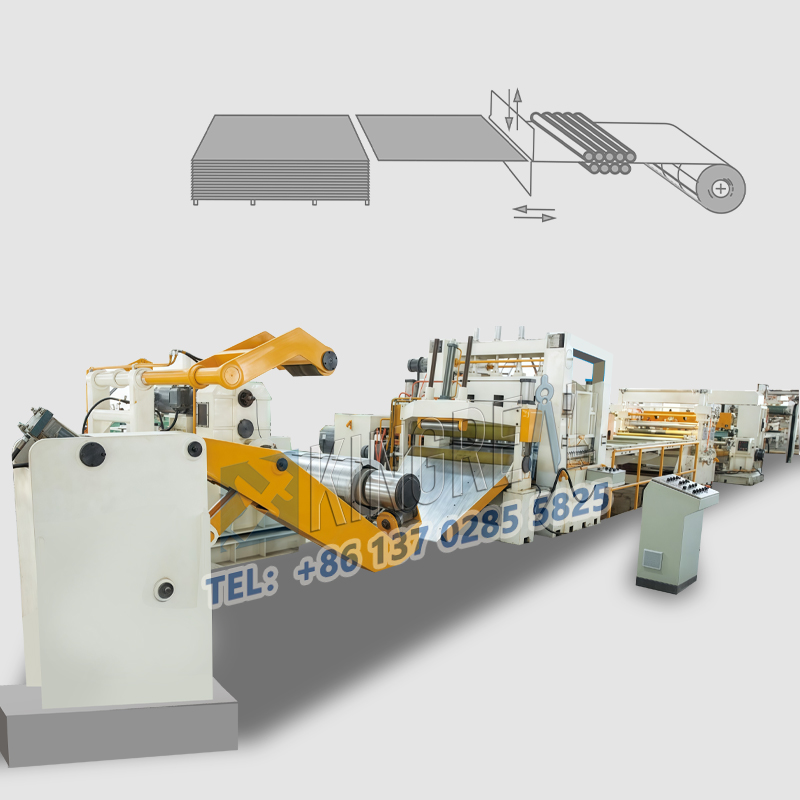
डबल स्लिटर हेड कॉइल स्लिटिंग मशीन
डिकॉयलर का उपयोग स्टील स्ट्रिप्स और एल्यूमीनियम स्ट्रिप्स जैसे धातु कॉइल्स को स्थिर रूप से जारी करने के लिए किया जाता है, जिससे कॉइल्स को विचलन या असमान तनाव से बचाया जा सके। आम तौर पर, मेटल स्लिटिंग मशीन से सुसज्जित डिकॉयलर में एक कॉइल सपोर्ट शाफ्ट और एक तनाव नियंत्रण प्रणाली शामिल होती है। कुछ धातु काटने वाली मशीनें विभिन्न चौड़ाई/मोटाई के धातु कॉइल के अनुकूल होने के लिए एक स्वचालित सेंटरिंग डिवाइस से भी सुसज्जित हैं।
- मेटल स्लिटिंग लाइन के लिए मार्गदर्शक एवं समतलन इकाई
को सुसज्जित करनाधातु काटने की रेखागाइडिंग और लेवलिंग यूनिट का उद्देश्य परिवहन के दौरान कॉइल के झुकने और झुर्रियों को ठीक करना है, यह सुनिश्चित करना कि कॉइल एक सपाट स्थिति में अनुदैर्ध्य स्लिटिंग चरण में प्रवेश करती है और बाद में काटने की त्रुटियों को कम करती है। इसके अलावा, लेवलिंग प्रभाव सीधे अंतिम स्लाटिंग बोर्ड की समतलता को प्रभावित करेगा, जिससे कुंडल की असमानता के कारण होने वाले खुरदुरे किनारों से बचा जा सकेगा।
स्वचालन की डिग्री के अनुसार:
मेटल स्लिटिंग मशीन स्लिटिंग चाकू के कई सेटों के माध्यम से पूर्व निर्धारित आकार के अनुसार विस्तृत धातु कॉइल्स को संकीर्ण पट्टियों में काटती है। उनमें से, मेटल स्लिटिंग मशीन के चाकू समूह रिक्ति की समायोजन सटीकता आमतौर पर ±0.1 मिमी है। ब्लेड की सामग्री का चयन KINGREAL STEEL SLITTER इंजीनियरों द्वारा ग्राहक की प्रसंस्करण सामग्री की प्रकृति के अनुसार किया जाएगा, जैसे उच्च गति स्टील, कठोर मिश्र धातु, विभिन्न कठोरता की धातुओं के साथ संगत।
- धातु काटने की मशीन के लिए घुमावदार इकाई
चीरने के बाद संकीर्ण धातु की पट्टियों को बाद में भंडारण, परिवहन या अगली प्रसंस्करण प्रक्रिया (जैसे मुद्रांकन, झुकने) में सीधे प्रवेश की सुविधा के लिए रोल में बड़े करीने से लपेटा जाता है। घुमावदार तनाव को काटने की गति के साथ मेल खाना चाहिए ताकि घुमावदार के दौरान पट्टी को खींचने और विकृत होने या ढीला होने से रोका जा सके, जिससे तैयार रोल सामग्री की मजबूती सुनिश्चित हो सके।
चरण 1: मेटल स्लिटिंग लाइन के लिए कुंडल निरीक्षण और पैरामीटर सेटिंग
सामग्री (जैसे कार्बन स्टील, स्टेनलेस स्टील, एल्यूमीनियम मिश्र धातु, सिलिकॉन स्टील, आदि), मोटाई (0.2-16 मिमी), और धातु के तार की चौड़ाई का परीक्षण करें, और संबंधित मापदंडों का मिलान करेंधातु काटने की रेखा. उपकरण नियंत्रण प्रणाली में इनपुट प्रमुख पैरामीटर जैसे कि स्लिटिंग चौड़ाई, घुमावदार गति और तनाव मान।
चरण 2: मेटल स्लिटिंग लाइन को अनियंत्रित करें और समतल करें
कॉइल सामग्री को मुक्त करने के लिए डिकॉयलर शुरू करें, इसे मार्गदर्शक तंत्र के माध्यम से संरेखित करें, और फिर लेवलिंग रोलर के माध्यम से कॉइल सामग्री के आंतरिक तनाव को खत्म करें ताकि यह सुनिश्चित हो सके कि कॉइल सामग्री आसानी से काटने की प्रक्रिया में प्रवेश करती है।
चरण 3: धातु काटने की मशीन के लिए सटीक स्लाटिंग
स्लाटिंग चाकू समूह पूर्व निर्धारित अंतराल पर कॉइल पर अनुदैर्ध्य कटिंग करता है, और साथ ही काटने के दौरान कॉइल के विस्थापन को रोकने के लिए दबाव तंत्र के माध्यम से कॉइल को ठीक करता है। वास्तविक समय में किनारे काटने की गुणवत्ता की निगरानी करें (जैसे कि कोई गड़गड़ाहट नहीं और कोई मुड़ा हुआ किनारा नहीं), और स्थिति की आवश्यकता के अनुसार उपकरण सेट के दबाव या गति को ठीक करें।
चरण 4: धातु काटने वाली मशीन के लिए रीकॉइलिंग
स्लिटिंग के बाद संकीर्ण पट्टियाँ गाइड रोलर के माध्यम से रिकॉइलर में प्रवेश करती हैं और पूर्व निर्धारित तनाव के अनुसार रोल में लपेटी जाती हैं। कुछ मॉडल स्वचालित स्लाटिंग और लेबलिंग फ़ंक्शन से सुसज्जित हैं
 |
 |
ग्राहकों की विभिन्न मांगों के अनुसार, KINGREAL STEEL SLITTER ने विभिन्न प्रकार की धातु स्लिटिंग लाइनें डिजाइन की हैं। मेटल स्लिटिंग मशीन के लिए विनिर्माण योजना निम्नलिखित है।
धातु सामग्री द्वारा: स्टेनलेस स्टील कॉइल स्लिटिंग मशीन, स्टील स्ट्रिप स्लिटिंग मशीन, सिलिकॉन स्टील कॉइल स्लिटिंग मशीन, एल्यूमीनियम कॉइल स्लिटिंग मशीन...
सामग्री की मोटाई के अनुसार:लाइट ड्यूटी स्लिटिंग मशीन(0.2-3मिमी),मीडियम ड्यूटी स्लिटिंग मशीन(3मिमी-6मिमी),हेवी ड्यूटी स्लाटिंग मशीन(6-16मिमी).
स्वचालन की डिग्री के अनुसार:पूर्ण स्वचालित धातु काटने की मशीन, अर्ध-स्वचालित धातु स्लिटिंग लाइन।
अनुकूलन द्वारा:उच्च गति धातु काटने की मशीन, समाधान 1: नियमित रूप से निरीक्षण करें, बेल्ट टेंशन कॉइल स्लिटिंग मशीन.
समस्या 1: किनारों को काटने के दौरान गड़गड़ाहट और मुड़े हुए किनारे दिखाई देते हैं
संभावित कारण: ब्लेड घिसाव/निष्क्रियता, ब्लेड समूह रिक्ति का अनुचित समायोजन, और काटने की गति और धातु सामग्री के बीच बेमेल।
समाधान 1: नियमित रूप से निरीक्षण करेंधातु काटने की रेखाऔर ब्लेड बदलें, ब्लेड समूह रिक्ति को पुन: कैलिब्रेट करें, और धातु की कठोरता के अनुसार काटने की गति को समायोजित करें।
समस्या 2: चीरा लगाने के बाद पट्टियों की चौड़ाई में अत्यधिक विचलन
संभावित कारण: कॉइल का गलत केंद्रीकरण, उपकरण समूह की अपर्याप्त स्थिति सटीकता, और कॉइल के विस्थापन के कारण तनाव में उतार-चढ़ाव।
समाधान 2: मेटल स्लिटिंग मशीन के मार्गदर्शक तंत्र के केंद्रीकरण कार्य की जाँच करें, चाकू समूह की स्थिति प्रणाली को पुन: कैलिब्रेट करें, और तनाव नियंत्रण मापदंडों को अनुकूलित करें।
समस्या 3: लपेटने के बाद रोल सामग्री ढीली या झुर्रीदार हो जाती है
संभावित कारण: अपर्याप्त या असमान वाइंडिंग तनाव, अतुल्यकालिक वाइंडिंग गति और काटने की गति, कॉइल सामग्री का अधूरा समतलन।
समाधान: वाइंडिंग तनाव को उचित मूल्य पर समायोजित करें, साथ ही कटिंग और वाइंडिंग गति को अनुकूलित करें, और जांचें कि मेटल स्लिटिंग मशीन में लेवलिंग मशीन के रोलर शाफ्ट खराब हो गए हैं या नहीं।
* स्लिटिंग प्रक्रिया का गुणवत्ता निरीक्षण
आयामी निरीक्षण: यह सुनिश्चित करने के लिए कि वे ऑर्डर की आवश्यकताओं को पूरा करते हैं, संकीर्ण पट्टियों की चौड़ाई और मोटाई की सटीकता का निरीक्षण करने के लिए कैलीपर्स और लेजर चौड़ाई गेज का उपयोग करें।
दृश्य निरीक्षण: दृश्य रूप से या उपकरणों के माध्यम से जाँच करें कि क्या कटा हुआ किनारा चिकना और गड़गड़ाहट से मुक्त है, और क्या रोल सामग्री की सतह पर खरोंच या झुर्रियाँ हैं।
प्रदर्शन परीक्षण: जाँच करें कि क्या स्लाईटिंग के बाद धातु के यांत्रिक गुण (जैसे तन्य शक्ति) प्रसंस्करण के कारण क्षतिग्रस्त हो गए हैं।
*धातु काटने वाली मशीनों का दैनिक रखरखाव
नियमित सफाई: अंदर से धातु का मलबा हटा देंधातु काटने की रेखाइसे टूल असेंबली में फंसने या मार्गदर्शक तंत्र की सटीकता को प्रभावित करने से रोकने के लिए।
घटक स्नेहन: घिसाव को कम करने के लिए उपकरण सेटिंग समूह के बीयरिंग और अनवाइंडिंग/रिवाइंडिंग शाफ्ट जैसे चलने वाले हिस्सों में नियमित रूप से चिकनाई वाला तेल जोड़ें।
आयामी निरीक्षण: यह सुनिश्चित करने के लिए कि वे ऑर्डर की आवश्यकताओं को पूरा करते हैं, संकीर्ण पट्टियों की चौड़ाई और मोटाई की सटीकता का निरीक्षण करने के लिए कैलीपर्स और लेजर चौड़ाई गेज का उपयोग करें।
सिस्टम अंशांकन: यह सुनिश्चित करने के लिए कि मेटल स्लिटिंग लाइन सटीक संचालन स्थिति में है, पीएलसी नियंत्रण प्रणाली में मापदंडों को मासिक/त्रैमासिक रूप से कैलिब्रेट करें।