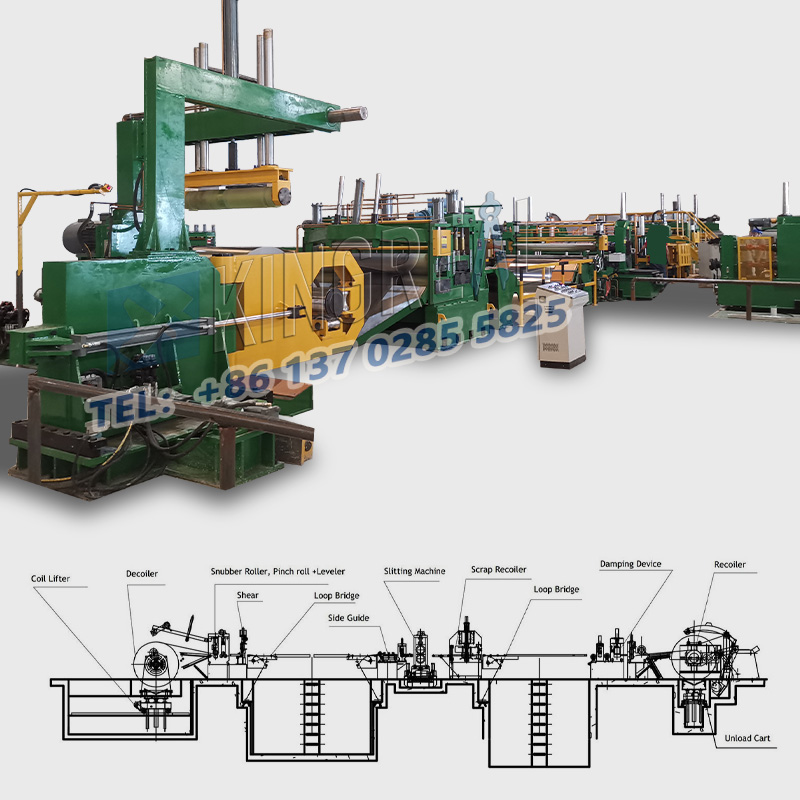
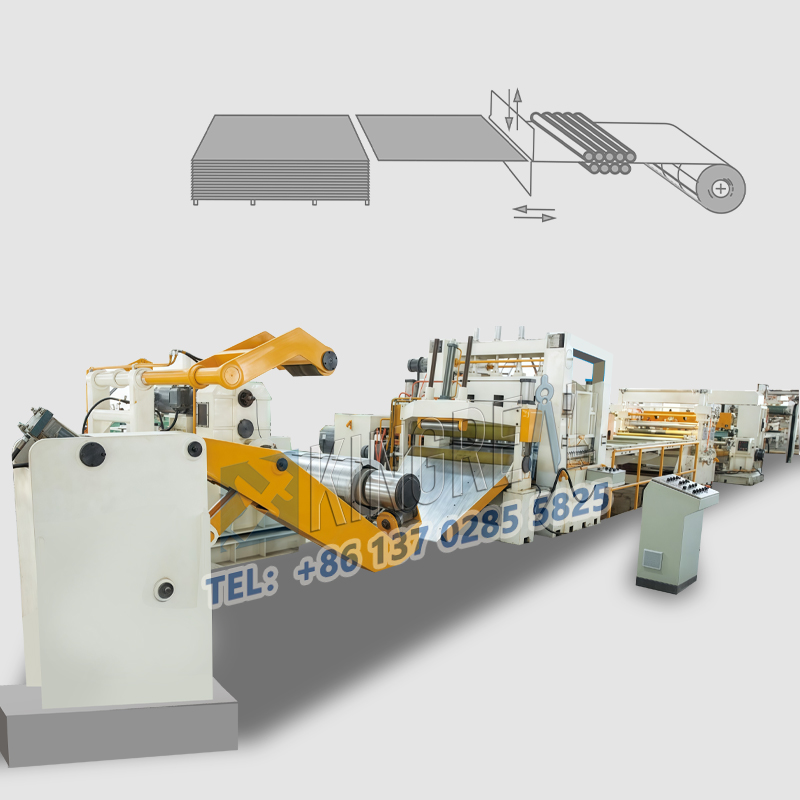
स्टेनलेस स्टील की लंबाई लाइनों के लिए कटौतीस्टील, स्टेनलेस स्टील, एल्यूमीनियम, आयरन, कोल्ड-रोल्ड, हॉट-रोल्ड और PPGI सहित विभिन्न धातु कॉइल के सटीक कतरनी के लिए धातु के उद्योग में व्यापक रूप से उपयोग किया जाता है।
उत्पादन में उनके उत्कृष्ट प्रदर्शन के बावजूद, स्टेनलेस स्टील कट टू लंबाई मशीनों में अभी भी ऑपरेशन के दौरान विचलन का अनुभव हो सकता है।
यह लेख तीन दृष्टिकोणों से लंबाई लाइनों में स्टेनलेस स्टील कट में विचलन को काटने में समस्या निवारण करेगा: यांत्रिक संरचना, नियंत्रण कार्यक्रम और पैरामीटर, और सामग्री और प्रक्रिया संगतता।

(1) ड्राइव घटक पहनें
मेंस्टेनलेस स्टील की लंबाई मशीनों के लिए कटौती, ड्राइव घटकों का पहनना विचलन को काटने का एक सामान्य कारण है।
गियर, स्प्रॉकेट, और अन्य ड्राइव घटक जो लंबे समय से परिचालन में हैं, वे पहन सकते हैं, जिसके परिणामस्वरूप फीडिंग सटीकता कम हो सकती है और, परिणामस्वरूप, कटिंग आयामों को प्रभावित किया।
स्टेनलेस स्टील के लक्षणों में लंबाई लाइन विफलता के लिए कट: उदाहरण के लिए, एक मोटर वाहन भागों कारखाने में, एक स्टेनलेस स्टील कट के ड्राइव गियर लंबाई मशीन के लिए 30% पहनने का अनुभव करते हैं। जब लगातार 5 मिमी मोटी स्टील प्लेटों को काटते हैं, तो आयामी उतार -चढ़ाव 0.3 मिमी तक पहुंच गया, जो स्वीकार्य mm 0.2 मिमी रेंज से अधिक था।
समाधान: इस मुद्दे को संबोधित करने के लिए, ड्राइव घटकों के नियमित निरीक्षण की सिफारिश की जाती है। यदि गियर टूथ वियर 15% से अधिक या चेन बढ़ाव 2% से अधिक है, तो उन्हें तुरंत बदल दिया जाना चाहिए।
इसके साथ ही, यांत्रिक संचरण सटीकता को बहाल करने के लिए ट्रांसमिशन अनुपात को कैलिब्रेट किया जाना चाहिए। यह उपाय स्थिरता और सटीकता को काटने में काफी सुधार कर सकता है।
(२) टूलहोल्डर-गाइड रेल क्लीयरेंस
टूलहोल्डर और गाइड रेल के बीच बढ़ी हुई निकासी भी विचलन को काटने में योगदान देने वाला एक महत्वपूर्ण कारक है। समय के साथ, टूलहोल्डर गाइड रेल लंबे समय तक पारस्परिक गति के कारण पहनता है, और यह निकासी बढ़ सकती है, टूलहोल्डर स्थिरता को प्रभावित करती है।
स्टेनलेस स्टील के लक्षणों में लंबाई लाइन विफलता के लिए कट: सामान्य परिस्थितियों में, टूलहोल्डर और गाइड रेल के बीच निकासी 0.05 मिमी से कम होनी चाहिए। अत्यधिक निकासी से टूलहोल्डर को काटने के दौरान लड़खड़ाने का कारण बन सकता है, जिसके परिणामस्वरूप कट शीट के आकार में उतार -चढ़ाव होता है।
समाधान: निकासी की जांच करने के लिए एक फीलर गेज का उपयोग करें। यदि यह मानक मूल्य से अधिक है, तो गाइड रेल सम्मिलित को समायोजित करें या क्षतिग्रस्त गाइड रेल स्लाइडर को बदलें। इस समायोजन के बाद एक हार्डवेयर फैक्ट्री ने इस समायोजन की प्रभावशीलता को प्रदर्शित करते हुए, इस समायोजन के बाद 0.25 मिमी से 0.08 मिमी तक विचलन को कम कर दिया।
(1) कार्यक्रम तर्क त्रुटियां
मेंस्टेनलेस स्टील कट लंबाई मशीन के लिए कटौतीसंचालन, पीएलसी कार्यक्रम तर्क त्रुटियां भी विचलन को काटने का एक सामान्य कारण हैं। कार्यक्रम में फ़ीड और काटने के निर्देशों का अव्यवस्थित समय सामग्री पूरी तरह से खिलाया जाने से पहले कटिंग को ट्रिगर कर सकता है, जिसके परिणामस्वरूप अंडरकटिंग होता है।
स्टेनलेस स्टील में कटौती की लंबाई लाइन विफलता की अभिव्यक्ति: उदाहरण के लिए, कुछ मामलों में, सामग्री पूरी तरह से खिलाया जाने से पहले कटिंग शुरू हो जाती है, जो सीधे सटीकता को प्रभावित करती है।
समाधान: I/O बिंदु स्थिति की निगरानी करने और "फ़ीड-डिटेक्ट-कट" तर्क को पुनर्गठित करने के लिए प्रोग्राम डायग्नोस्टिक्स का उपयोग करने की सिफारिश की जाती है। इसके अतिरिक्त, एक्शन अनुक्रम की सटीकता सुनिश्चित करने के लिए विलंब सत्यापन निर्देश जोड़ें। यह अनुकूलन स्टेनलेस स्टील कट की लंबाई मशीन के संचालन स्थिरता में काफी सुधार करेगा।
(२) गलत पैरामीटर सेटिंग्स
गलत पैरामीटर सेटिंग्स भी एक महत्वपूर्ण कारक हैं जो स्टेनलेस स्टील की कटिंग सटीकता को लंबाई लाइनों में काटने की सटीकता को प्रभावित करती है। गलत फ़ीड लंबाई पैरामीटर या बेमेल कटिंग और फ़ीड की गति से संचयी विचलन हो सकता है।
स्टेनलेस स्टील के लक्षणों में लंबाई मशीन की विफलता के लिए कटौती: उदाहरण के लिए, यदि फ़ीड की लंबाई 100 मिमी पर सेट है, लेकिन वास्तविक फ़ीड की लंबाई 99.5 मिमी है, तो दीर्घकालिक संचालन के परिणामस्वरूप महत्वपूर्ण आयामी विचलन होगा।
समाधान: फ़ीड पल्स काउंट (प्रति मिलीमीटर दालों की संख्या) को पुन: व्यवस्थित करें और प्लेट की मोटाई और सामग्री के आधार पर कटिंग गति को समायोजित करें। मोटी प्लेटों के लिए, कटिंग की गति को 30 बार/मिनट से अधिक नहीं सेट करने की सिफारिश की जाती है, जबकि पतली प्लेटों के लिए, यह 60 गुना/मिनट तक पहुंच सकता है।
मापदंडों को सही करने के बाद, एक स्टेनलेस स्टील प्रोसेसिंग प्लांट ने 10-मीटर लंबी प्लेट के लिए 0.1 मिमी से कम का संचयी विचलन प्राप्त किया, जो पैरामीटर सुधार के महत्व को प्रदर्शित करता है।
(१) असमान प्लेट तनाव
स्टेनलेस स्टील प्लेटों को काटते समय, असमान तनाव कटिंग के बाद स्प्रिंगबैक का कारण बन सकता है, अंतिम आयामी स्थिरता को प्रभावित करता है।
स्टेनलेस स्टील के लक्षणों में लंबाई लाइन विफलता के लिए कटौती: उदाहरण के लिए, कोल्ड-रोल्ड प्लेट की स्प्रिंगबैक दर 1-2%तक अधिक हो सकती है, जो काटने के बाद आयामी संकोचन का कारण बन सकती है।
समाधान: शीट धातु पर तनाव से राहत देने की सिफारिश की जाती है, जैसे कि लेवलिंग या एजिंग, या प्रोग्राम में स्प्रिंगबैक की भरपाई करने के लिए (सामग्री के आधार पर 0.1-0.3 मिमी का मुआवजा मूल्य निर्धारित करना)। मुआवजे के बाद, एक कोल्ड-रोल्ड शीट मिल ने कटिंग सटीकता सुनिश्चित करते हुए, 0.1 मिमी का कटिंग आयाम विचलन हासिल किया।
(२) फीड टेंशन में उतार -चढ़ाव
फ़ीड तनाव स्थिरता सीधे सटीकता को काटने पर प्रभावित करती है। यदि फ़ीड रोलर का तनाव अस्थिर है, तो शीट धातु खिलाने के दौरान फिसल या झुर्रियों से फिसल सकती है, जिसके परिणामस्वरूप अनियंत्रित कटिंग आयाम होते हैं।
स्टेनलेस स्टील के लक्षणों में लंबाई लाइन विफलता के लिए कटौती: तनाव नियंत्रण की विफलता से असमान फीडिंग हो सकती है, जो बदले में कटिंग गुणवत्ता को प्रभावित करती है।
समाधान: यह तनाव नियंत्रण प्रणाली का निरीक्षण करने की सिफारिश की जाती है। वायवीय तनावकर्ताओं को सील प्रतिस्थापन की आवश्यकता होती है, जबकि हाइड्रोलिक टेंशनर्स को दबाव सेंसर अंशांकन की आवश्यकता होती है। समायोजन के बाद, एक स्टील स्ट्रिप मिल ने तनाव में उतार -चढ़ाव को ± 5% से, 1% से कम कर दिया, प्रभावी रूप से कटिंग सटीकता में सुधार किया।
 |
 |
 |
के संचालन मेंस्टेनलेस स्टील की लंबाई मशीनों के लिए कटौती, कटिंग विचलन अक्सर कारकों के संयोजन के कारण होता है। यांत्रिक संरचना, नियंत्रण कार्यक्रमों और मापदंडों, और सामग्री और प्रक्रिया संगतता पर ध्यान केंद्रित करने वाली एक व्यापक जांच समस्याओं को प्रभावी ढंग से पहचान सकती है और लक्षित मरम्मत को लागू कर सकती है।
नियमित रूप से ट्रांसमिशन घटकों को बनाए रखने, प्रोग्राम लॉजिक का अनुकूलन, ठीक से मापदंडों को समायोजित करने और सामग्री विशेषताओं के लिए अनुकूलित करने से, निर्माता कटिंग विचलन को कम कर सकते हैं और मोटर वाहन भागों और हार्डवेयर जैसे उद्योगों की कड़े काटने की सटीक आवश्यकताओं को पूरा कर सकते हैं।
केवल एक स्टेनलेस स्टील के कट के हर पहलू को लगातार सुधारने से लंबाई लाइन में कटौती हो सकती है, जो कि प्रतिस्पर्धी बाजार में विजयी रह सकता है।
हम आशा करते हैं कि इस लेख में विश्लेषण और सुझाव संबंधित उद्योगों के लिए प्रभावी समस्या निवारण रणनीतियों और समाधान प्रदान करेंगे।