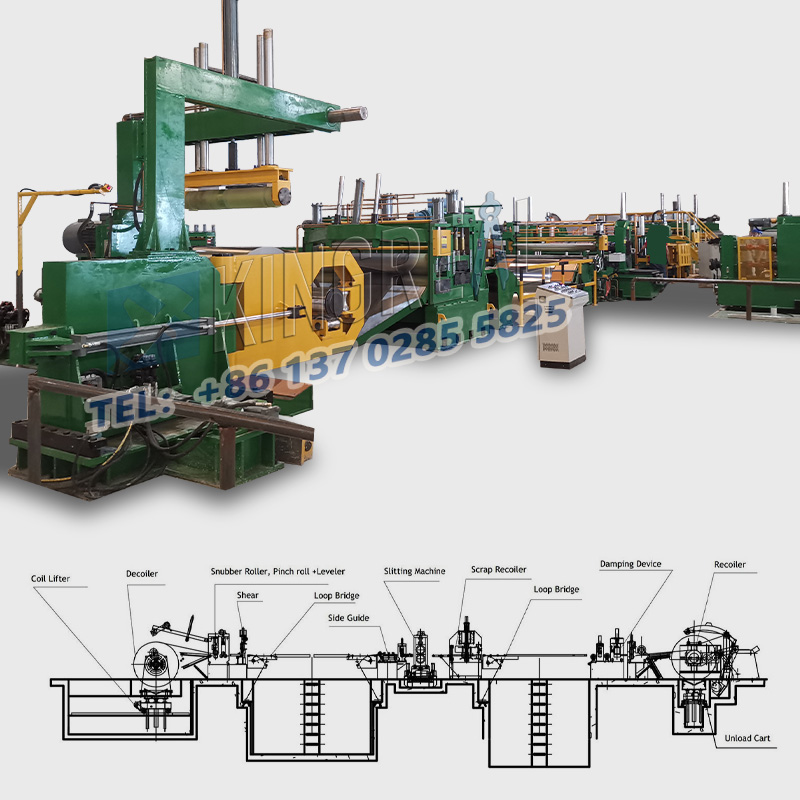
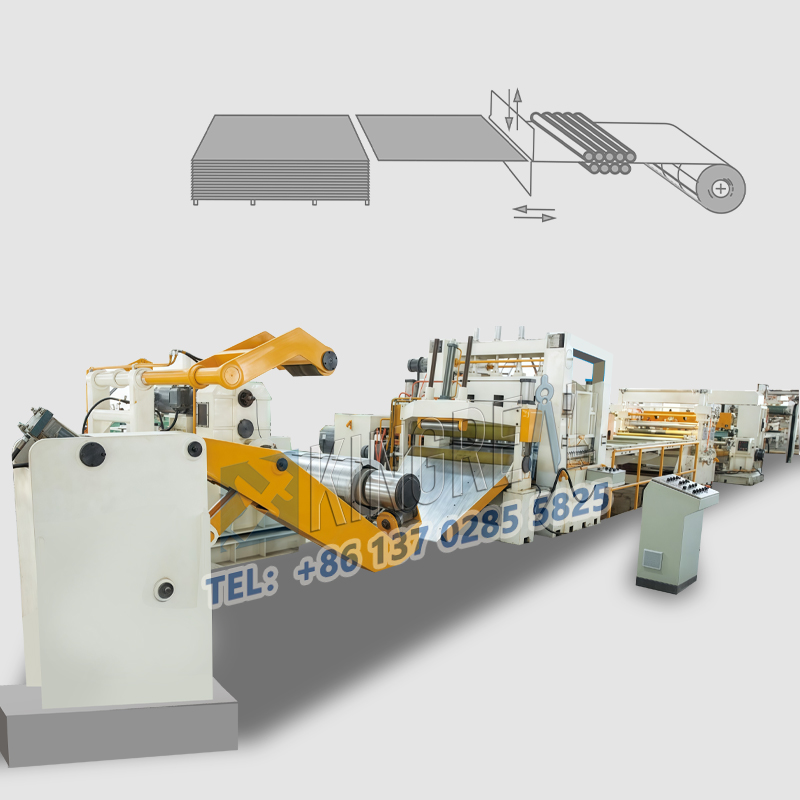
(I) का अंशांकनभारी गेज की लंबाई लाइन में कटौतीके मुख्य घटक
फ़ीड रोलर परिशुद्धता:
नियमित रूप से रोलर सतह की समानता की जांच करें, त्रुटि को .0.05 मिमी/मी के भीतर नियंत्रित किया जाना चाहिए, और रोलर सतह और प्लेट की सतह के बीच अंतर को मापने के लिए एक फीलर गेज का उपयोग करें। यदि पहनने 0.1 मिमी से अधिक है, तो इसे जमीन या प्रतिस्थापित करने की आवश्यकता है; सर्वो मोटर एनकोडर को जांचने के लिए एक लेजर इंटरफेरोमीटर का उपयोग करें, और उच्च गति वाली कटिंग के दौरान फीड पोजिशनिंग सटीकता।+0.1 मिमी होनी चाहिए।
कैंची ब्लेड अंशांकन:
ऊपरी और निचले ब्लेड की समानता को 0.02-0.05 मिमी पर बनाए रखने की आवश्यकता होती है, जिसे फीलर गेज और डायल संकेतक द्वारा पता लगाया जा सकता है: ब्लेड के बीच की खाई को प्लेट की मोटाई के अनुसार समायोजित किया जाता है, उदाहरण के लिए, पतली प्लेटों (≤2 मिमी) के बीच अंतर 0.01-0.03 मिमी है।
ब्लेड की ऊर्ध्वाधरता त्रुटि .0.03 मिमी/100 मिमी है। यदि यह सहिष्णुता से अधिक है, तो उपकरण धारक की ऊर्ध्वाधरता को शिम द्वारा समायोजित करने की आवश्यकता है।
(Ii) लम्बाई मशीन के लिए भारी गेज कट का दैनिक रखरखाव
भारी गेज कट टू लंबाई लाइन के लिए स्नेहन प्रणाली: हर हफ्ते गियरबॉक्स तेल स्तर की जांच करें, 40-60 ℃ पर तरंग दबाव प्रणाली के तेल के तापमान को नियंत्रित करें, और हर दिन गाइड रेल के लिए 32-46CST की चिपचिपाहट के साथ एक विशेष कटिंग द्रव लागू करें।
भारी गेज कट टू लंबाई मशीन के लिए विद्युत प्रणाली: एनकोडर को पोंछें, हर तिमाही में शराब के साथ शासक और अन्य सेंसर को पोंछें, और मोटर कार्बन ब्रश को बदल दें जब इसे 1/3 से अधिक पहना जाता है; बन्धन भागों: नियमित रूप से टी को फिर से शुरू करेंउदाहरण के लिए, टूल होल्डर और फीडिंग मैकेनिज्म बोल्ट के ऑर्के, M12 बोल्ट के टोक़ को 80-100n · m पर बनाए रखने की आवश्यकता है।

(I) काटने की गति और खिला गति का मिलान
विभिन्न सामग्रियों और मोटाई की प्लेटों की गति को तदनुसार समायोजित करने की आवश्यकता होती है: कोल्ड-रोल्ड स्टील प्लेट (0.5-3 मिमी) कटिंग स्पीड 30-80m/मिनट, फीडिंग स्पीड 25-70m/मिनट, कूलिंग सिस्टम को हाई-स्पीड कटिंग के दौरान चालू करने की आवश्यकता होती है; स्टेनलेस स्टील प्लेट (1-5 मिमी) कटिंग गति 15-40m/मिनट, फीडिंग गति 10-35m/मिनट, और ब्लेड को टिन कोटिंग के साथ लेपित करने की आवश्यकता है; एल्यूमीनियम मिश्र धातु प्लेट (0.8-4 मिमी) कटिंग गति 40-100 मीटर/मिनट, फीडिंग गति 35-90 मीटर/मिनट, स्प्रे कटिंग द्रव स्नेहन का उपयोग किया जाता है।
। बल: प्लेट की मोटाई के अनुसार समायोजित, 1 मिमी प्लेट के लिए 2-3KN, 3 मिमी प्लेट के लिए 2-3KN 5-7KN, दबाव सेंसर के माध्यम से वास्तविक समय की निगरानी, अपर्याप्त दबाव आसानी से प्लेट वारिंग का कारण बन सकता है।

(I) कॉइल/प्लेट के लिए स्वीकृति मानक
फ्लैटनेस: स्टील प्लेट साइड झुकना ≤1 मिमी/एम, वेवनेस/3 मिमी/2 मीटर, आउट-ऑफ-टोलरेंस को काटने से पहले समतल करने की आवश्यकता है:
कठोरता विचलन: एक ही बैच में प्लेटों का कठोरता अंतर, 15 एचबीबी, रॉकवेल हार्डनेस टेस्टर के साथ यादृच्छिक निरीक्षण, असमान कठोरता असंगत ब्लेड पहनने के लिए नेतृत्व करेगा।
(Ii) खाली दिखावा
सतह की सफाई: तेल के दाग और ऑक्साइड स्केल को हटा दें (एसीटोन या यंत्रवत रूप से पॉलिश के साथ मिटा दिया जा सकता है), अवशिष्ट अशुद्धियों को ब्लेड पहनने को बढ़ाएगा; कॉइल अनिंडिंग टेंशन: मोटाई के अनुसार समायोजित करें, 0.5 मिमी प्लेट तनाव 50-80N/मिमी, 2 मिमी प्लेट 150-200N/मिमी, अपर्याप्त तनाव आसानी से खिला फिसलन का कारण बन सकता है।

(I) पूर्व-नौकरी प्रशिक्षण बिंदुभारी गेज की लंबाई लाइन में कटौती
पैरामीटर सेटिंग अभ्यास: विभिन्न सामग्रियों के "स्पीड-गैप-प्रेशर" मिलान नियमों को समझना सीखें, उदाहरण के लिए, जब 3 मिमी स्टेनलेस स्टील को काटते हैं, तो ब्लेड गैप 0.05 मिमी, दबाएं बल 6KN; ऑटोमैटिक टूल सेटिंग सिस्टम जैसे लेजर टूल सेटिंग इंस्ट्रूमेंट्स, टूल सेटिंग सटीकता .0.02 मिमी का उपयोग करना सीखें।
भारी गेज कट टू लम्बी मशीन के लिए असामान्य निर्णय की क्षमता: ब्लेड टकराव जैसे असामान्य शोर को सुनने के लिए ब्लेड किनारे की जांच करने के लिए तुरंत भारी गेज कट को लंबाई लाइन तक रोकें; जब कट सतह पर बूर 0.1 मिमी से अधिक हो जाता है, तो यह जज करें कि क्या यह ब्लेड पहनने वाला है या बहुत बड़ा अंतर है।
(ii) भारी गेज कटौती के लिए संचालन प्रक्रिया का मानकीकरण
स्टार्ट-अप प्रीहीटिंग: एक ही सेवा प्रणाली के तापमान में उतार-चढ़ाव के लिए 10-15 मिनट के लिए खाली दौड़ें और थर्मल स्थिरता तक पहुंचें;
पहला टुकड़ा तीन निरीक्षण: पहले टुकड़े को काटने के बाद, आकार को मापने के लिए 0.02 मिमी की सटीकता के साथ एक वर्नियर कैलिपर का उपयोग करें, सपाटता का पता लगाने के लिए एक डायल संकेतक, और नेत्रहीन ब्यूरो की जांच करें।

(i) ऑनलाइन डिटेक्शन का मतलब हैभारी गेज की लंबाई लाइन में कटौती
फोटोइलेक्ट्रिक सेंसर वास्तविक समय में फीडिंग की लंबाई की निगरानी करता है, और स्वचालित रूप से अलार्म जब विचलन ± 0.3 मिमी से अधिक हो जाता है: अवरक्त थर्मामीटर ब्लेड तापमान की निगरानी करता है, और पानी को ठंडा करना शुरू कर देता है या हवा को ठंडा करने के लिए मजबूर करता है जब यह 120 ℃ C से अधिक हो जाता है।
(ii) भारी गेज कट के लिए लंबाई मशीन के लिए ऑफ़लाइन नमूनाकरण मानक
लंबाई का आकार: स्वीकार्य त्रुटि जब ± 1000 मिमी mm 0.5 मिमी, हर 50 टुकड़ों के लिए 1 टुकड़े को यादृच्छिक रूप से जांचने के लिए एक वर्नियर कैलिपर का उपयोग करें; विकर्ण विचलन: 1000 मिमीएक्स 1000 मिमी प्लेट स्वीकार्य विचलन mm1 मिमी, प्रत्येक बैच के 5% को यादृच्छिक रूप से जांचने के लिए एक वर्ग शासक के साथ एक स्टील टेप माप का उपयोग करें: बूर की ऊंचाई: पतली प्लेट .0.05 मिमी, प्रत्येक शिफ्ट के पहले और अंतिम टुकड़ों की जांच करने के लिए एक माइक्रोस्कोप (50 बार) का उपयोग करें।
(Iii) भारी गेज कट के लिए सामान्य गुणवत्ता की समस्याओं का समाधान लंबाई लाइन में कटौती करता है
सहिष्णुता से बाहर का आकार: यदि फ़ीड रोलर फिसल जाता है, तो तनाव को समायोजित करें या पहने हुए रोलर को बदलें; यदि सर्वो मोटर एनकोडर विफल हो जाता है, तो पल्स सिग्नल का पता लगाने और क्षतिग्रस्त भागों को बदलने के लिए एक आस्टसीलस्कप का उपयोग करें।
कटिंग सरफेस बूर मानक से अधिक हो जाता है: जब ब्लेड एज त्रिज्या> 0.03 मिमी होती है, तो इसे ≤0.01 मिमी तक फिर से ग्राइम्ड करने की आवश्यकता होती है; मानक मूल्य के लिए ब्लेड अंतर को पढ़ें।

कार्यशाला का तापमान और आर्द्रता: तापमान 15-30 ℃ पर नियंत्रित किया जाता है, आर्द्रता% 60% आरएच, आर्द्र वातावरण के कारण प्लेट की जंग से बचें;
एंटी-सेज्मिक उपाय: उपकरण नींव के लिए es300 मिमी की मोटाई के साथ कंक्रीट डालना, पंच प्रेस (कंपन त्वरण ≤0.5g) जैसे कंपन स्रोतों से दूर; सेफ्टी इंटरलॉक: इमरजेंसी स्टॉप बटन रिस्पॉन्स टाइम .50.5 सेकंड, दलंबाई मशीन के लिए भारी गेज कटौतीजब सुरक्षा चालू होती है तो स्वचालित रूप से शक्तियां बंद हो जाती हैं।