हॉट रोल्ड स्लिटिंग लाइनधातु प्रसंस्करण उद्योग में व्यापक रूप से उपयोग किया जाने वाला एक महत्वपूर्ण उत्पादन उपकरण है। इसका मुख्य कार्य लंबाई की दिशा के साथ आवश्यक चौड़ाई के कई स्ट्रिप्स में एक व्यापक हॉट-रोल्ड मेटल कॉइल को काटना है। इन स्ट्रिप्स का उपयोग आमतौर पर बाद के रोलिंग, ब्लैंकिंग, कोल्ड झुकने और स्टैम्पिंग प्रक्रियाओं में किया जाता है, और विभिन्न औद्योगिक उत्पादों के लिए बुनियादी सामग्री बन जाते हैं। यह लेख वर्कफ़्लो, तकनीकी मापदंडों, सामान्य ऑपरेटिंग समस्याओं और हॉट रोल्ड स्लिटिंग मशीन के समाधानों को विस्तार से पेश करेगा। यदि आपको अधिक पैरामीटर या वीडियो जानकारी प्राप्त करने की आवश्यकता है, तो किंग्रेल स्टील स्लिटर से परामर्श करने के लिए आपका स्वागत है!

हॉट रोल्ड प्लेट्स स्टील प्लेट या स्ट्रिप्स हैं जो हीटिंग के बाद रोल किए जाते हैं। इसके मुख्य लाभों में शामिल हैं:
उच्च क्रूरता: गर्म रोल्ड प्लेटों को उच्च तापमान पर संसाधित किया जाता है, जो कुछ आंतरिक तनाव को समाप्त कर सकता है और सामग्री की क्रूरता में सुधार कर सकता है।
लागत-प्रभावशीलता: कोल्ड रोल्ड प्लेटों की तुलना में, हॉट-रोल्ड प्लेटों में उत्पादन लागत कम होती है और वे बड़े पैमाने पर उत्पादन के लिए उपयुक्त हैं।
उच्च उत्पादन दक्षता: हॉट रोल्ड स्लिटिंग मशीनें बाजार की मांग में परिवर्तन के अनुकूल होने के लिए आवश्यक चौड़ाई में बड़े कॉइल को जल्दी और कुशलता से रख सकती हैं।
इन विशेषताओं के कारण, हॉट-रोल्ड प्लेटों का व्यापक रूप से निर्माण संरचनाओं, भारी मशीनरी निर्माण और अन्य क्षेत्रों में उपयोग किया गया है।
|
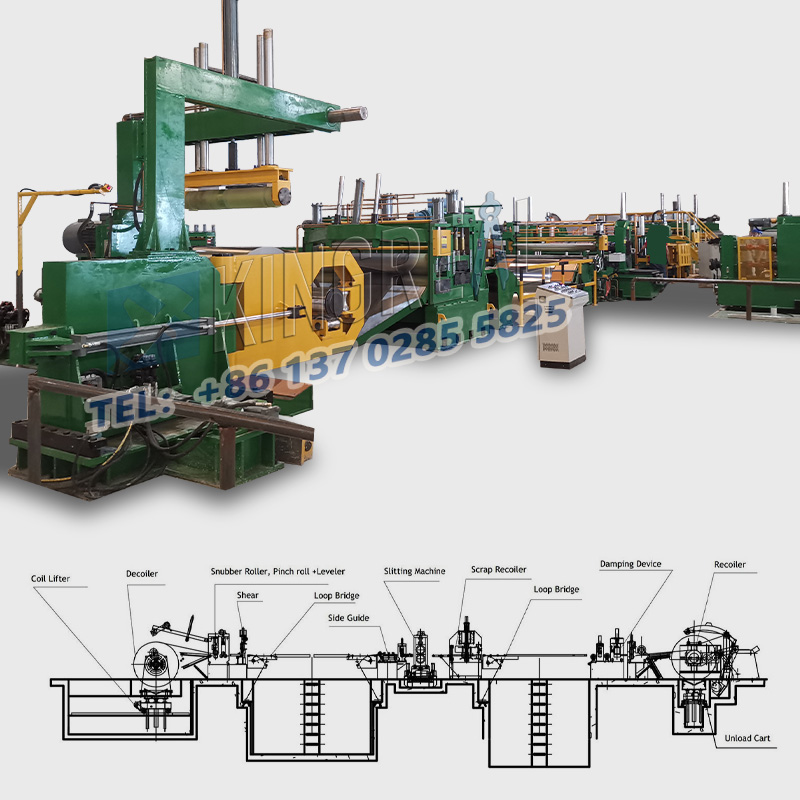
के लिए लोड हो रहा हैहॉट रोल्ड स्लिटिंग लाइन: ऑपरेटर हॉट रोल्ड कॉइल को डिकॉयलर मैंड्रेल में खिलाता है। हॉट रोल्ड स्लिटिंग मशीन के लिए अनसोलिंग: डिकॉइलर मुख्य कॉइल को खोल देता है और स्टील को स्लिटिंग हेड में खिलाता है। हॉट रोल्ड स्लिटिंग लाइन के लिए स्लिटिंग: स्लिटिंग हेड पर, स्टील एक घूर्णन ब्लेड द्वारा कई संकीर्ण स्ट्रिप्स में स्लिट है। हॉट रोल्ड स्लिटिंग मशीन के लिए निरीक्षण: ऑपरेटर यह सुनिश्चित करने के लिए प्रत्येक स्ट्रैंड का निरीक्षण करता है कि विनिर्देश चौड़ाई और किनारे की स्थिति आवश्यकताओं को पूरा करती है। हॉट रोल्ड स्लिटिंग लाइन के लिए तनाव से राहत: स्ट्रैंड्स स्लिटिंग के बाद सामग्री के तनाव को खत्म करने के लिए कुंडलाकार गड्ढों से गुजरते हैं और झुकने के बिना रिवाइंडिंग सुनिश्चित करते हैं। बंडलिंग और पैकेजिंग: ग्राहकों की आवश्यकताओं के अनुसार प्रत्येक स्ट्रैंड को बंडल और पैकेज। |
 |
नमूना
मॉडल 1
मॉडल 2
मॉडल 3
मॉडल 4
मूल कुंडल
हॉट-रोल्ड प्लेट
हॉट-रोल्ड प्लेट
हॉट-रोल्ड प्लेट
हॉट-रोल्ड प्लेट
द्रव्य का गाढ़ापन
0.8 मिमी -6।0 मिमी
0.8 मिमी -6.0 मिमी
2.0 मिमी -12.0 मिमी
3.0 मिमी -16.0 मिमी
सामग्री चौड़ाई
1600 मिमी (अधिकतम)
1800 मिमी (अधिकतम)
2000 मिमी (अधिकतम)
2200 मिमी (अधिकतम)
कुंडल वजन
30टन (मैक्स)
30टन (मैक्स)
30टन (मैक्स)
30टन (मैक्स)
चौड़ाई सटीकता
± 0.15 मिमी
± 0.15 मिमी
± 0.2 मिमी
± 0.3 मिमी
एकक गति
120 मीटर/मिनट (अधिकतम)
120 मीटर/मिनट (अधिकतम)
80 मीटर/मिनट (अधिकतम)
60m/मिनट (अधिकतम)
|
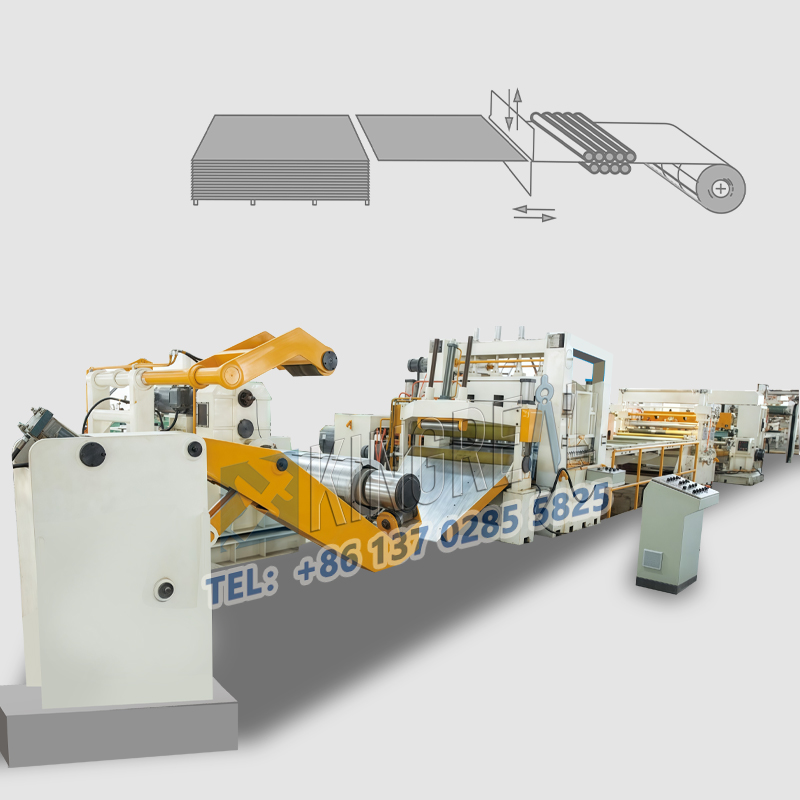
① उच्च दक्षता स्लिटिंग क्षमता के साथ गर्म रोल्ड स्लिटिंग मशीन की एक उल्लेखनीय विशेषताहॉट रोल्ड स्लिटिंग मशीनयह है कि यह एक ही समय में 40 संकीर्ण स्ट्रिप्स तक स्लिट कर सकता है। यह फ़ंक्शन बड़े पैमाने पर उत्पादन के लिए ग्राहकों की जरूरतों को पूरा करता है। औद्योगिकीकरण के त्वरण के साथ, धातु स्ट्रिप्स के लिए बाजार की मांग बढ़ रही है, विशेष रूप से निर्माण, ऑटोमोबाइल विनिर्माण और घरेलू उपकरणों जैसे उद्योगों में। हॉट रोल्ड स्लिटिंग लाइन की उच्च स्लिटिंग क्षमता निर्माताओं को थोड़े समय में बड़ी संख्या में योग्य उत्पाद प्रदान करने में सक्षम बनाती है, जिससे उत्पादन दक्षता में सुधार और इकाई लागत को कम किया जा सकता है। |
 |
|
② स्वचालित हॉट रोल्ड स्लिटिंग मशीन हॉट रोल्ड स्लिटिंग लाइन पूरी तरह से स्वचालित डिजाइन को अपनाती है और उच्च गति वाले ऑपरेशन को प्राप्त करने के लिए एक उन्नत नियंत्रण प्रणाली से लैस है। अधिकतम उत्पादन गति 120 मीटर/मिनट तक पहुंच सकती है, जिसका अर्थ है कि अधिक सामग्री को प्रति यूनिट समय पर संसाधित किया जा सकता है, जिससे उत्पादन दक्षता में सुधार होता है। पूरी तरह से स्वचालित डिजाइन न केवल मैनुअल हस्तक्षेप की आवश्यकता को कम करता है, बल्कि मानव परिचालन त्रुटियों की संभावना को भी कम करता है और उत्पाद स्थिरता और गुणवत्ता में सुधार करता है। हॉट रोल्ड स्लिटिंग लाइन की स्वचालित नियंत्रण प्रणाली वास्तविक समय में उत्पादन प्रक्रिया की निगरानी कर सकती है और विभिन्न सामग्रियों और मोटाई की जरूरतों को पूरा करने के लिए समय पर मापदंडों को समायोजित कर सकती है। |
 |
|
③ कस्टोमाइज्ड हॉट रोल्ड स्लिटिंग मशीन ग्राहकों की जरूरतों को बेहतर ढंग से पूरा करने के लिए, किंग्रेल स्टील स्लिटर प्रदान करता हैS अनुकूलित हॉट रोल्ड स्लिटिंग लाइन सॉल्यूशंस। ग्राहकों और वास्तविक उत्पादन की जरूरतों द्वारा प्रदान किए गए चित्रों के अनुसार, किंग्रेल स्टील स्लिटर ग्राहकों के लिए उत्पादन प्रक्रिया की दक्षता और चिकनाई सुनिश्चित करने के लिए विभिन्न हॉट रोल्ड स्लिटिंग मशीन निर्माण समाधानों को डिजाइन करने में सक्षम है। किंग्रेल स्टील स्लिटर हॉट रोल्ड स्लिटिंग मशीनों को अलग -अलग मोटाई के कॉइल के अनुकूल बनाने के लिए तीन मुख्य प्रकारों में विभाजित किया गया है: लाइट गेज स्लिटिंग मशीन: 0.2 मिमी से 3 मिमी की मोटाई के साथ कॉइल प्रसंस्करण में विशेष। मध्यम गेज स्लिटिंग मशीन: 3 मिमी से 6 मिमी की मोटाई के साथ कॉइल के लिए उपयुक्त। भारी गेज स्लिटिंग मशीन: 6 मिमी से 16 मिमी की मोटाई के साथ कॉइल को संसाधित करने में सक्षम। |
 |
The हॉट रोल्ड स्लिटिंग लाइनस्लिटिंग प्रक्रिया के दौरान पार्श्व झुकने का उत्पादन कर सकते हैं। यह निम्नलिखित कारणों से हो सकता है:
1। कच्चे माल का झुकना:
रोलिंग प्रक्रिया के दौरान स्टील प्लेट का तनाव पूरी तरह से समाप्त नहीं होता है। अनुदैर्ध्य कतरनी के बाद, तनाव जारी किया जाता है और प्लेट मुड़ी हुई है। जब प्लेट के बीच में तनाव दोनों पक्षों को जारी किया जाता है, तो प्लेट बाहर की ओर झुक जाती है; जब प्लेट के दोनों किनारों पर तनाव बीच में जारी किया जाता है, तो प्लेट बीच में झुक जाती है।
2। बर्न के कारण झुकना:
अनुदैर्ध्य कतरनी के दौरान ब्लेड गैप के अनुचित समायोजन के कारण बूर बड़े हैं। रोल करते समय, किनारे पर बूर एक बड़ी प्लेट की मोटाई के बराबर होते हैं, जिससे किनारे को खिंचाव और मोड़ने का कारण बनता है।
3। ऊपरी और निचले ब्लेड के बीच असमान अंतराल के कारण झुकना:
जब बाएं और दाएं अंतराल बड़े होते हैं, तो कतरनी भाग का इंडेंटेशन भी बड़ा होता है, और बाएं और दाएं अंतराल की तुलना में छोटे अंतर के साथ पक्ष में एक बड़ा खिंचाव होता है, इसलिए यह झुकता है।
4। असमान तनाव के कारण झुकना:
रोल करते समय, स्टील प्लेट की पूरी चौड़ाई पर एक ही तनाव लागू किया जाना चाहिए। यदि तनाव एक तरफ केंद्रित है, तो झुकना होगा।
5। विचलन सुधार उपकरण के तेजी से आंदोलन के कारण झुकना:
प्रसंस्करण के दौरान, यदि विचलन सुधार की गति बहुत तेज है, तो विचलन सुधार के संपर्क में पक्ष आंशिक रूप से बढ़ाया जाएगा और मुड़ा हुआ होगा।
यदि शीट सामग्री अनुदैर्ध्य कतरनी के बाद मुड़ी हुई है, तो यह शीट कोइलिंग की गुणवत्ता को गंभीरता से प्रभावित करेगा, इसलिए इसे समाप्त कर दिया जाना चाहिए। शीट रोलिंग, उपकरण समायोजन और ऑपरेशन विधि जैसे कारणों पर ध्यान दिया जाना चाहिए।