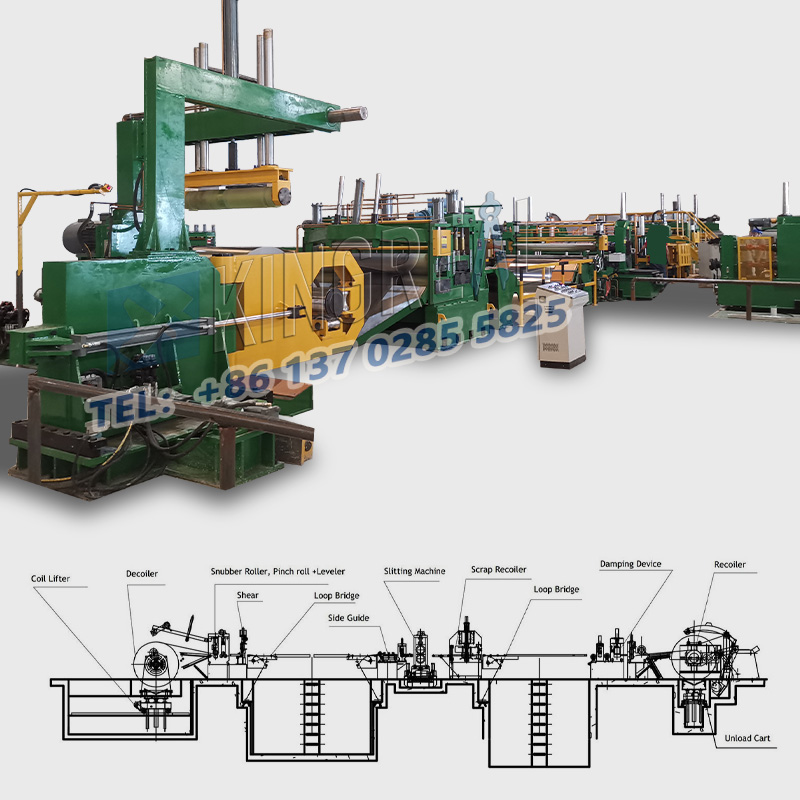
आधुनिक विनिर्माण में,भारीy गेज कटौती लंबाई लाइनों के लिए, धातु प्लेट प्रसंस्करण उत्पादन लाइनों के मुख्य उपकरणों के रूप में, व्यापक रूप से ऑटोमोबाइल निर्माण, घर उपकरण उत्पादन, बिल्डिंग स्टील संरचनाओं और अन्य क्षेत्रों में उपयोग किया जाता है। यह बहु-प्रक्रिया सहयोगी संचालन के माध्यम से बड़े धातु के कॉइल को सटीक आकार की धातु की चादरों में परिवर्तित करता है। बाजार की मांग में निरंतर बदलाव के साथ, विशेष रूप से मोटी प्लेट सामग्री को संसाधित करने की बढ़ती मांग, किंग्रेल स्टील स्लिटर लंबाई की मशीनों में भारी शुल्क कटौती के डिजाइन और विकास में नवाचार करना जारी रखता है, और ग्राहकों को अधिक कुशल और सटीक समाधान प्रदान करने के लिए प्रतिबद्ध है।
20 से अधिक वर्षों के समृद्ध अनुभव के साथ, किंग्रेल स्टील स्लिटर ने इंडोनेशिया, मलेशिया, सिंगापुर, रूस, संयुक्त राज्य अमेरिका और जर्मनी जैसे कई देशों के साथ घनिष्ठ सहकारी संबंध स्थापित किए हैं। वैश्विक ग्राहकों और बाजार अनुसंधान और विश्लेषण के साथ गहराई से आदान-प्रदान के माध्यम से, हमारे इंजीनियरों ने पाया कि कई ग्राहकों को कॉइल की मोटाई के लिए स्पष्ट आवश्यकताएं हैं जो कि लम्बाई लाइनों में भारी गेज में कटौती कर सकते हैं। ये आवश्यकताएं ग्राहक के अंतिम उपयोग पर निर्भर करती हैं। कुछ ग्राहकों को पतली धातु के कॉइल को काटने की आवश्यकता होती है, जबकि अन्य को लंबाई की मशीनों में भारी शुल्क कटौती की तत्काल आवश्यकता होती है जो मोटी धातु के कॉइल को संभाल सकती हैं। हालांकि, मौजूदा भारी गेज कटौती लंबाई लाइनों में अभी भी डिजाइन और विनिर्माण में कई चुनौतियों का सामना करना पड़ता है।
डिजाइन, विनिर्माण और परीक्षण संचालन की एक लंबी अवधि के बाद, किंग्रेल स्टील स्लिटर ने इस क्षेत्र में हमारे तकनीकी नवाचार को चिह्नित करते हुए, ग्राहकों की जरूरतों को पूरा करने वाली लंबाई मशीन में एक भारी शुल्क कटौती की है।

1.1 डिजाइन और विनिर्माण की चुनौतियां
के उत्पादन अभ्यास सेलंबाई मशीनों में भारी शुल्क कटौतीइसे बाजार में उत्पादन में डाल दिया गया है, इसकी उत्पादन क्षमता और क्षमता बहुत प्रभावशाली हैं, लेकिन कमजोर लिंक अक्सर हीटिंग और परिष्करण प्रक्रियाओं में दिखाई देते हैं। इसलिए, जब एक भारी गेज कटौती की लंबाई लाइन में कटौती की जाती है, तो किंग्रेल स्टील स्लिटर इंजीनियरों को यह सुनिश्चित करना चाहिए कि हीटिंग और फिनिशिंग वर्कशॉप की क्षमता लंबाई मशीन में भारी शुल्क कट की आवश्यकताओं को पूरा कर सकती है।
लंबाई लाइन में भारी गेज कट के डिजाइन को निम्न आवश्यकताओं को पूरा करना होगा:
उत्पादन क्षमता मिलान: डिजाइन को यह सुनिश्चित करना चाहिए कि यह लंबाई मशीन में भारी शुल्क कटौती की उत्पादन क्षमता के साथ संगत है।
शियरिंग फोर्स चयन: भविष्य में उच्च मोटाई वाले कॉइल को कतरनी करने की जरूरतों को पूरा करने के लिए शियरिंग फोर्स को अधिशेष के साथ छोड़ दिया जाना चाहिए।
कतरनी गुणवत्ता और परिशुद्धता: यह लगातार सुधार करने वाली मोटी प्लेट कतरनी गुणवत्ता और स्टील प्लेट आयामी सटीकता की आवश्यकताओं को पूरा करना चाहिए।
स्वचालन नियंत्रण आवश्यकताएं: लेआउट, उपकरण चयन और भारी गेज कट की संरचना के संदर्भ में लंबाई लाइन में कटौती, स्वचालन नियंत्रण की आवश्यकताओं को पूरा किया जाना चाहिए।
अधिशेष उत्पादन क्षमता: उत्पादन क्षमता और उत्पाद सीमा के भविष्य के विस्तार से निपटने के लिए रिजर्व अधिशेष उत्पादन क्षमता।

1.2 यूनिट कतरनी प्रतिरोध को प्रभावित करने वाले कारक
के संचालन मेंलंबाई मशीनों में भारी शुल्क कटौती,कई कारक यूनिट कतरनी प्रतिरोध को प्रभावित करते हैं, जिनमें शामिल हैं:
1। धातु के गुण
धातु सामग्री की शक्ति सीमा जितनी अधिक होगी, कतरनी प्रतिरोध और प्लास्टिसिटी कम। इसका मतलब यह है कि कतरनी के दौरान सापेक्ष पैठ की गहराई जितनी छोटी होगी, पहले धातु फ्रैक्चर होगा। इसलिए, यूनिट कतरनी प्रतिरोध धातु की ताकत और प्लास्टिसिटी से निकटता से संबंधित है।
2। कतरनी तापमान
उच्च या निम्न कतरनी तापमान भी सीधे यूनिट कतरनी प्रतिरोध को प्रभावित करेगा। तापमान जितना अधिक होता है, यूनिट कतरनी प्रतिरोध, और कतरनी के दौरान संबंधित सापेक्ष पैठ की गहराई अधिक होती है। यह लंबाई लाइनों में भारी गेज कट के डिजाइन और संचालन के लिए बहुत महत्व है।
3। विरूपण गहराई
गर्म कतरनी के दौरान, इकाई कतरनी प्रतिरोध विरूपण गति की वृद्धि के साथ बढ़ता है। कोल्ड शियरिंग के मामले में, यूनिट कतरनी प्रतिरोध पर कतरनी गति का प्रभाव अपेक्षाकृत छोटा है और आमतौर पर इसे नजरअंदाज किया जा सकता है।
4। कतरनी ब्लेड पार्श्व निकासी
कतरनी ब्लेड पार्श्व निकासी का आकार कतरनी के दौरान तनाव की स्थिति को प्रभावित करेगा। जब पार्श्व निकासी धीरे -धीरे बढ़ जाती है, तो तनाव की स्थिति संपीड़न → शीयरिंग → झुकने से अनुक्रम में होगी। कतरनी ब्लेड पार्श्व निकासी के आकार का उचित चयन और रखरखाव लंबाई मशीन में भारी शुल्क कट के सही उपयोग के लिए महत्वपूर्ण है। प्रयोगों से पता चलता है कि जैसे -जैसे कतरनी ब्लेड के सापेक्ष पार्श्व निकासी बढ़ती है, यूनिट कतरनी प्रतिरोध कम हो जाता है, और फ्रैक्चर में संबंधित सापेक्ष पैठ की गहराई बढ़ जाती है।

1.3 कूलिंग बेड का कूलिंग
के उत्पादन मेंhEavy गेज कटौती लंबाई रेखा के लिए,कूलिंग बेड का कूलिंग भी एक महत्वपूर्ण लिंक है। हॉट स्ट्रेटनिंग स्टील प्लेट को हॉट स्टील प्लेट मार्किंग डिवाइस द्वारा चिह्नित किया जाता है, यह चलने वाले बीम कूलिंग बेड में प्रवेश करता है। इस समय, स्टील प्लेट का तापमान आम तौर पर 600-700 ℃ के आसपास होता है, और अतिरिक्त मोटी प्लेट का तापमान 850 ℃ से ऊपर पहुंच सकता है।
कूलिंग बेड पर, 5-150 मिमी की मोटाई के साथ स्टील प्लेटों की रसद को निम्नलिखित प्रवाह दिशाओं में विभाजित किया जाएगा:
अतिरिक्त मोटी प्लेट कूलिंग बेड: 50 मिमी से अधिक मोटाई वाली स्टील प्लेटें कूलिंग के लिए नंबर 3 कूलिंग बेड में प्रवेश करती हैं, और फिर अतिरिक्त मोटी प्लेट प्रसंस्करण क्षेत्र में भेजी जाती हैं, एक लौ काटने वाली मशीन का उपयोग करके आकार में कटौती करते हैं, और अंत में संग्रहीत होते हैं।
साधारण कूलिंग बेड: 50 मिमी से कम की मोटाई वाली स्टील प्लेटें नं। 1 और नं। 2 कूलिंग बेड को कूलिंग के लिए दर्ज करती हैं। दो शीतलन बेड के विभिन्न विन्यासों के कारण, कूलिंग बेड के उपयोग दर में सुधार करने के लिए, मोटे स्टील प्लेटों को नंबर 1 कूलिंग बेड पर जितना संभव हो उतना ठंडा करने की व्यवस्था की जानी चाहिए।
कूलिंग बेड पर, स्टील प्लेटों को टुकड़े -टुकड़े द्वारा डिस्चार्ज किया जाता है, आमतौर पर 1 पंक्ति या कई पंक्तियों (4 पंक्तियों तक) के रूप में। शीतलन बिस्तर पर पार्श्व रिक्ति आमतौर पर 100-300 मिमी है; अतिरिक्त-मोटी प्लेट कूलिंग बेड के लिए, स्टील प्लेटों के डिस्चार्ज रिक्ति को धीरे-धीरे मोटाई में वृद्धि के साथ बढ़ाया जाना चाहिए, ताकि कूलिंग बेड द्वारा अनुमत सीमा के भीतर यूनिट लोड वजन को नियंत्रित किया जा सके।

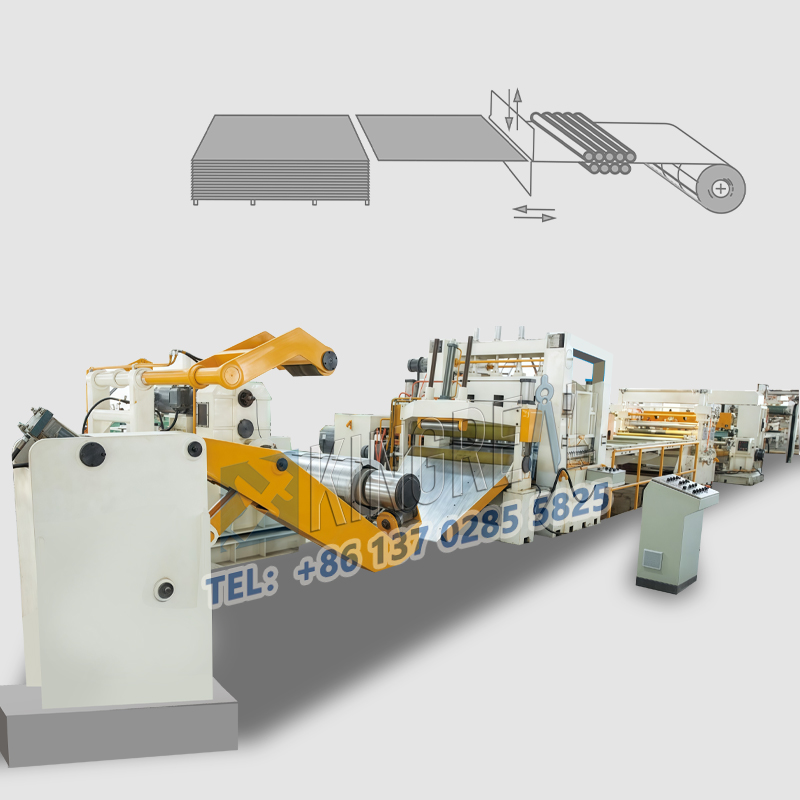
किंग्रेल स्टील स्लिटरभारी गेज की लंबाई लाइन में कटौतीकई महत्वपूर्ण विशेषताएं हैं जो इसे बाजार में खड़ा करती हैं:
(1) बहुमुखी मोटाई अनुकूलनशीलता
6-20 मिमी मोटाई मापदंडों के भीतर धातु कॉइल को संसाधित करने में सक्षम, यह प्रणाली अपनी लचीली सामग्री हैंडलिंग क्षमताओं के माध्यम से विविध औद्योगिक आवश्यकताओं को संबोधित करती है।
(२) उच्च दक्षता वाले कतरनी वास्तुकला
उन्नत फ्लाइंग शीयर तकनीक से लैस, सिस्टम 80 मीटर/मिनट की चरम गति से लगातार संचालित होता है, भौतिक अखंडता को बनाए रखते हुए थ्रूपुट दरों को काफी हद तक बढ़ाता है।
(३) बुद्धिमान स्वचालन एकीकरण
पूर्ण पीएलसी-आधारित नियंत्रण वास्तुकला परिचालन विश्वसनीयता और प्रक्रिया स्थिरता सुनिश्चित करता है, स्वचालित वर्कफ़्लो प्रबंधन के माध्यम से मानव-कारक त्रुटियों को काफी कम करता है।
(4) सटीक माप प्रोटोकॉल
एकीकृत वास्तविक समय की निगरानी प्रणाली स्वचालित रूप से काटने के आयामों और बैच की गिनती को सत्यापित करती है और प्रदर्शित करती है, उत्पादन चक्रों में mm 0.1 मिमी आयामी सटीकता की गारंटी देती है।
(५) व्यापक सुरक्षा प्रोटोकॉल
आपातकालीन स्टॉप सक्रियण और मल्टी-स्टेज अलार्म सिस्टम सहित दोहरी सुरक्षा तंत्र कार्यस्थल की घटनाओं को कम करते हुए OSHA- अनुरूप संचालन सुनिश्चित करते हैं।
(६) बाजार उत्तरदायी समाधान
सटीक-मोटी धातु सामग्री के लिए बढ़ती मांगों की पृष्ठभूमि के खिलाफ, किंग्रेल स्टील स्लिटर आर एंड डी टीम ने एक उद्योग-अग्रणी भारी गेज कटौती को लंबाई की रेखा तक पहुंचाया है जो व्यावसायिक व्यवहार्यता के साथ तकनीकी उत्कृष्टता को समृद्ध करता है। हमारा समाधान औसत दर्जे के आरओआई के माध्यम से प्रदर्शित करता है:
|
निरंतर संचालन डिजाइन के माध्यम से 30% उत्पादकता वृद्धि |
|
स्वचालित गुणवत्ता नियंत्रण से 25% परिचालन लागत में कमी |
|
99.8% प्रक्रिया विश्वसनीयता निरर्थक सुरक्षा प्रणालियों के माध्यम से प्राप्त की गई |
 |
 |
 |
धातु प्रसंस्करण समाधानों में अग्रणी के रूप में, हम अपने उद्योग प्रधानता को बनाए रखते हैं:
And द्वि-वार्षिक हाइड्रोलिक सिस्टम अपग्रेड
Ai एआई-चालित भविष्य कहनेवाला रखरखाव एकीकरण
Apply आला अनुप्रयोगों के लिए अनुकूलन योग्य पैरामीटर मॉड्यूल
तकनीकी परामर्श या अनुकूलित कॉन्फ़िगरेशन पूछताछ के लिए, हमारी इंजीनियरिंग टीम यह प्रदर्शित करने के लिए तैयार है कि किंग्रेल स्टील स्लिटर कैसेलंबाई मशीनों में भारी शुल्क कटौतीअपने उत्पादन मैट्रिक्स को अनुकूलित कर सकते हैं। एक गहरी-गोता तकनीकी प्रस्तुति को शेड्यूल करने के लिए हमसे संपर्क करें और अपने धातु संचालन के अनुरूप प्रतिस्पर्धी लाभों की खोज करें।