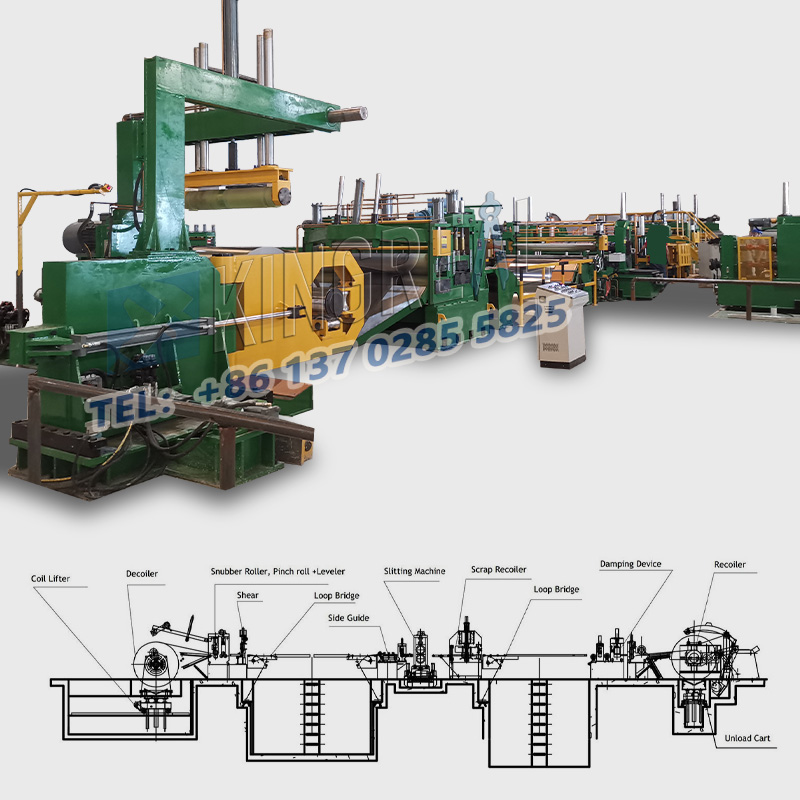
की स्लिटिंग प्रक्रिया के दौरानकॉइल स्लिटिंग मशीन उपकरण, कुछ अवांछनीय कारकों के प्रभाव के कारण स्टील की पट्टी की विरूपण का कारण बनाना संभव है, और एक अधिक सामान्य घटना पार्श्व झुकने की पीढ़ी है।ऐसे कई कारक हैं जो इस समस्या का कारण बन सकते हैं।

यह स्ट्रिप की कतरनी प्रक्रिया के कारण हो सकता है इस्पात असंगतता और झुकने के दोनों किनारों पर स्पष्ट बूर या बूर की उपस्थिति के कारण, स्लिटिंग मशीन।
उदाहरण के लिए, घुमावदार प्रक्रिया में क्योंकि प्लेट की मोटाई का एक बड़ा पक्ष होता है और बूर बड़ा पक्ष बड़ा होता है, वॉल्यूम व्यास बड़ा होता है और मोड़ के विस्तार के किनारे को बनाने के लिए एक फ्लेयर्ड बैरल का उत्पादन करता है। इस स्थिति को कागज की उपयुक्त मोटाई के दूसरी तरफ डाला जाना चाहिए या विभाजित प्रसंस्करण करना चाहिए। इसके अलावा, यह स्ट्रिप एज की असमानता के कारण भी हो सकता है, लहराती की उपस्थिति, जिससे इसकी बढ़त मोटाई में परिवर्तन हो जाएगा और कटिंग एज एक्सटेंशन का कारण होगा या स्लिटर ब्लेड साइड सिंटरिंग, ब्लेड और ब्लेड के कारण ब्लेड साइड रफनेस के बीच, और स्ट्रिप एज वेवी का उत्पादन करना होगा।

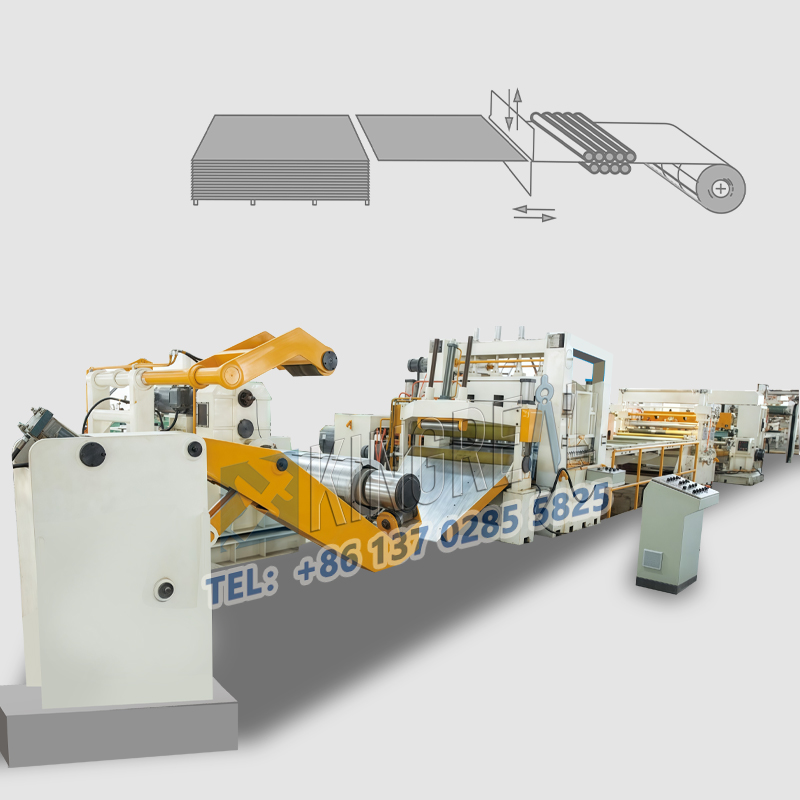
विशिष्ट काउंटरमेशर्स हैं:साइड प्रेशर को कम करने के लिए क्षैतिज निकासी बढ़ाएं। कट जा रही सामग्री के लिए उपयुक्त ब्लेड का चयन करें। इसके अलावा, स्लिटिंग प्रक्रिया के दौरान, हम स्टील स्ट्रिप के क्षैतिज तह की समस्या का सामना कर सकते हैं। ऐसी स्थिति के लिए, पहले फोल्डिंग मार्क्स के उत्पादन में शामिल ब्लेड के कारण हो सकता है। उदाहरण के लिए, जब स्लिटर एक संकीर्ण पट्टी की चौड़ाई को काटता है, तो पट्टी को दो बाहरी ब्लेडों द्वारा पकड़ा जाता है क्योंकि उंगली प्रेस दो बाहरी किनारों के बीच की खाई को नहीं भरती है।
इसके अलावा, यह फोल्ड मार्क पर घुमावदार रील जबड़े के कारण हो सकता है, पहली बारी के करीब नहीं होने पर वाइंडिंग मशीन में स्टील स्ट्रिप, और इस विस्तार की स्थिति में उत्पादन होने पर हवा जारी है।
एक सटीक वेब प्रोसेसिंग मशीन के रूप में, स्लिटर को उपयोग और रखरखाव प्रक्रिया में पेशेवर मार्गदर्शन की आवश्यकता होती है।कृपया हमसे संपर्क करें।